Metallurgie und Gefüge von Titan und Titanlegierungen
Die Metallographie von Titan ist ein integraler Bestandteil der Qualitätssicherung von Titan und seinen Legierungen, von der Überwachung des ersten Herstellungsprozesses über das Prüfen der Porosität bei Gussteilen bis zur Kontrolle der Wärmebehandlung. Zusätzlich spielt die Metallographie eine wichtige Rolle bei der Forschung und Entwicklung von Titanlegierungen und -produkten.
Kommerzielles Titan und Titanlegierungen sind in 4 Gruppen unterteilt:
- kommerzielles reines Titan
- α- und α-ähnliche Legierungen, wie Ti-6Al-2Sn-4Zr-2Mo
- α/β-Legierungen, wie Ti-6Al-4V
- β-Legierungen mit hohem Vanadium-, Chrom- und Molybdängehalt
Titan liegt unterhalb von 882 C als dichtes hexagonales α-Titan vor, oberhalb dieser Temperatur geht es allotropisch in kubisch raum-zentriertes β-Titan über. Diese Umwandlung ermöglicht Legierungen mit α-, β- oder α/β-Mischgefügen und die Möglichkeit für Wärmebehandlungen und thermo-mechanische Behandlungen.
So kann mit einer verhältnismäßig geringen Anzahl von Legierungsbestandteilen ein breiter Bereich von Eigenschaften abgedeckt werden. Um jedoch die gewünschte Kombination aus Gefüge und Eigenschaften zu erhalten, muss der Herstellungsprozess engmaschig überwacht werden. Dies macht die Metallographie unabdingbar.
Der Zusammenhang zwischen Warmumformung, Wärmebehandlung, Gefüge und Materialeigenschaften in der Herstellung von Titan ist sehr komplex. Im Folgenden werden einige der herkömmlichsten Arten von möglichen Titangefügen beschrieben.
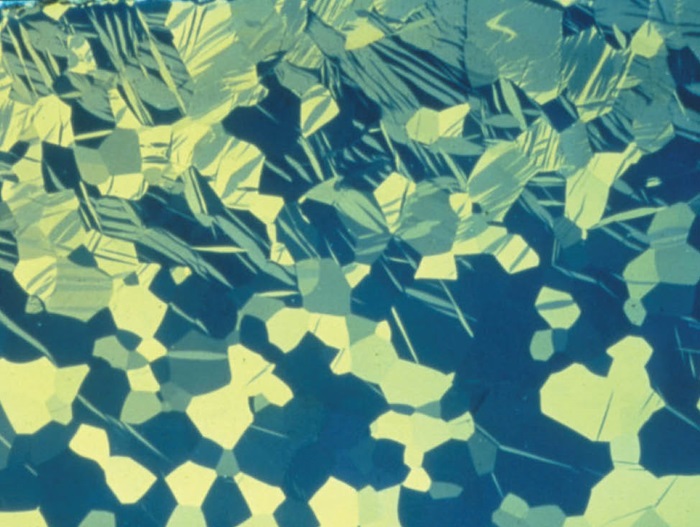
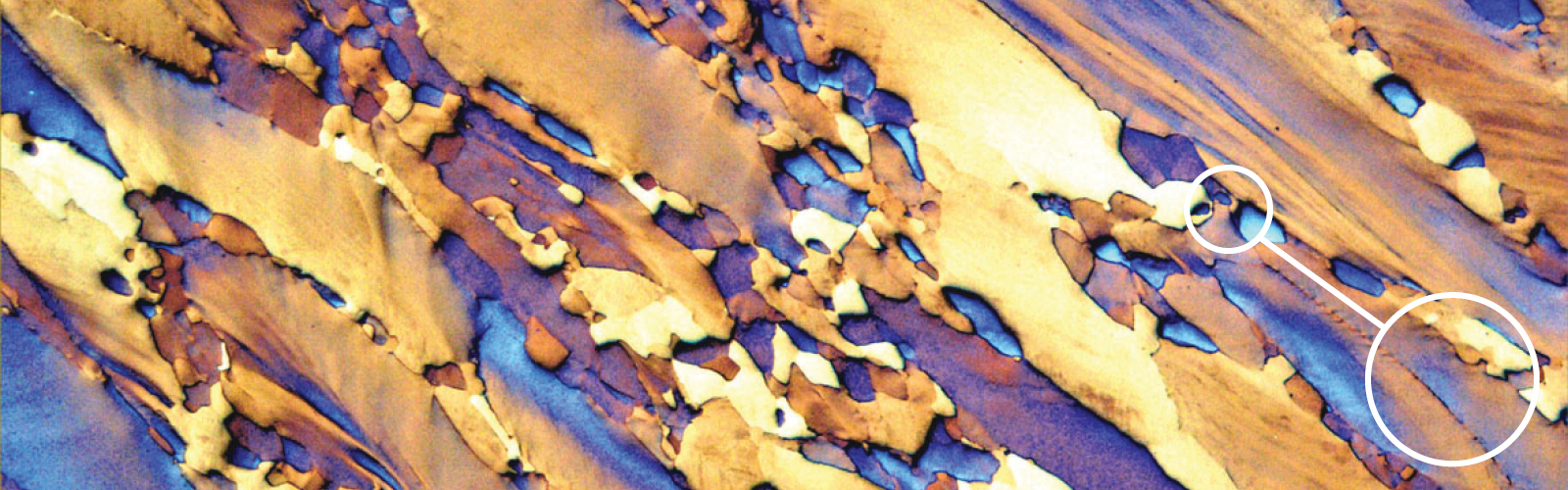
Abb. 1: Kornstruktur eines kommerziellen Reintitans, das mechanisch durch Biegen verformt wurde. Die Zwillingsbildung durch die mechanische Verformung ist deutlich zu sehen. Polarisiertes Licht, 100x
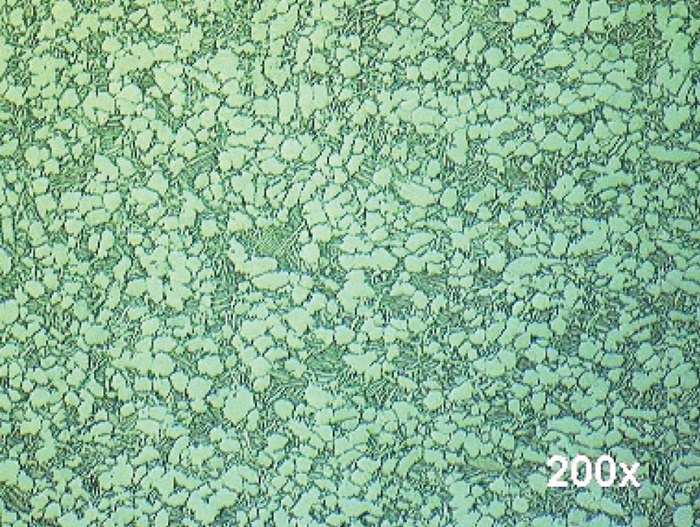
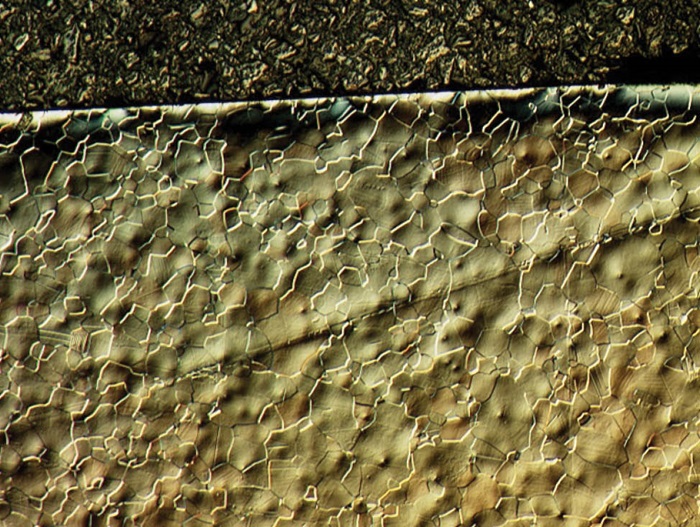
Abb. 2: Gefüge einer geschmiedeten α-β-Ti-6Al-4V-Legierung nach Glühen. Ätzung: nach Kroll. 400x
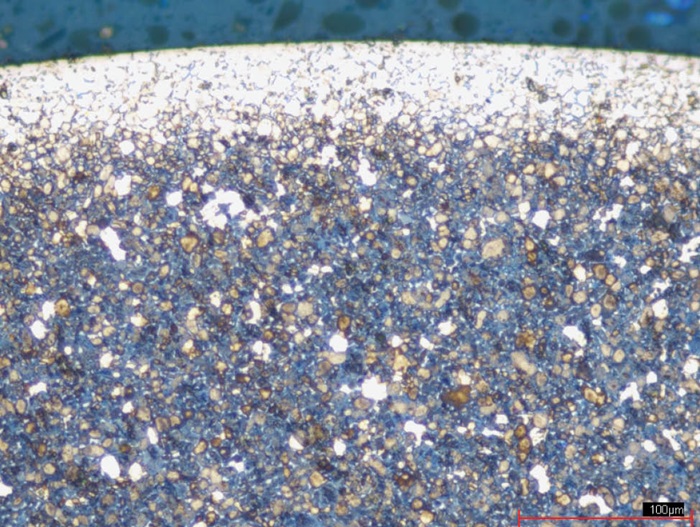
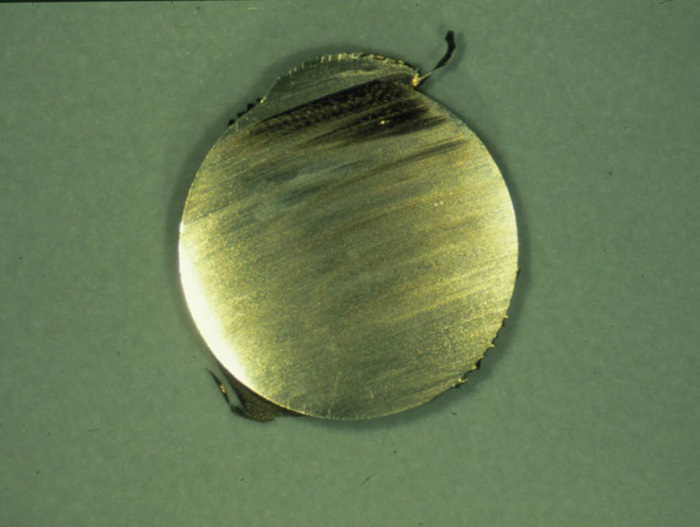
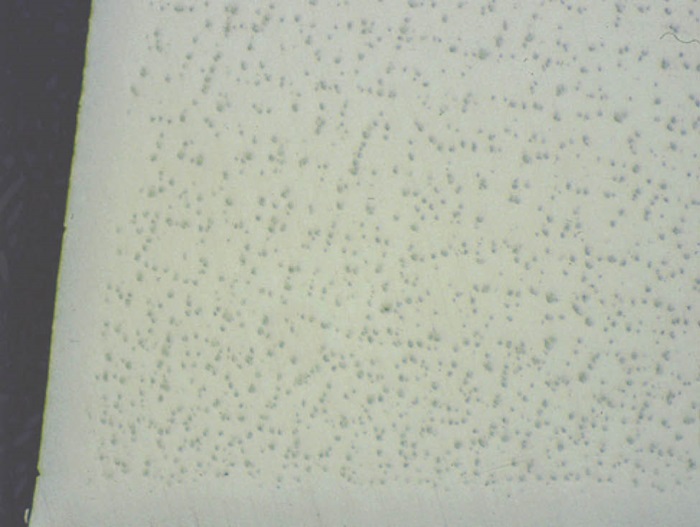
Fig. 3: α-β-Ti-6Al-4V-Legierung mit einer weißen, spröden „α case“-Randschicht. Ätzung: nach Weck. Obwohl die Warmumformung unter kontrollierter Atmosphäre abläuft, kann Titan schon bei niedrigen Temperaturen Sauerstoff aufnehmen, welches zu einer harten Randschicht führt, „α-case“ genannt. Diese spröde Schicht kann nur mechanisch entfernt werden. 50x
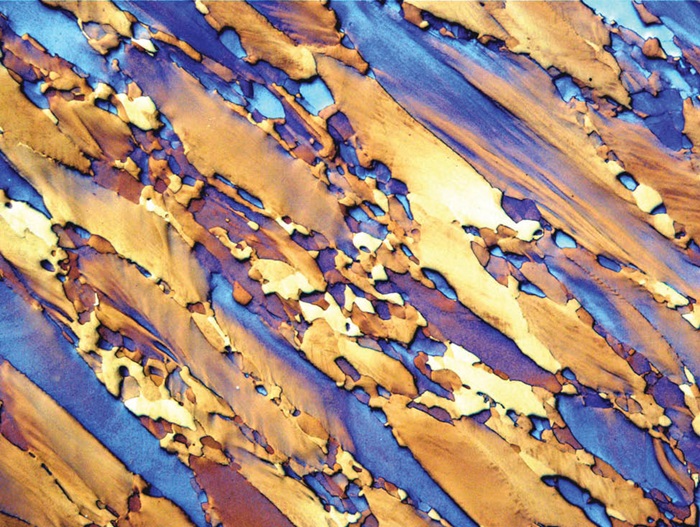
Abb. 4: β Gefüge eines Längsschnitts durch eine Platte, die Legierung ist Ti-15V-3Al-3Sn-3Cr. Sie wird in der Luftfahrt wegen ihrer hervorragenden mechanischen Eigenschaften verwendet. Ätzung: Anlaufätzung 50x