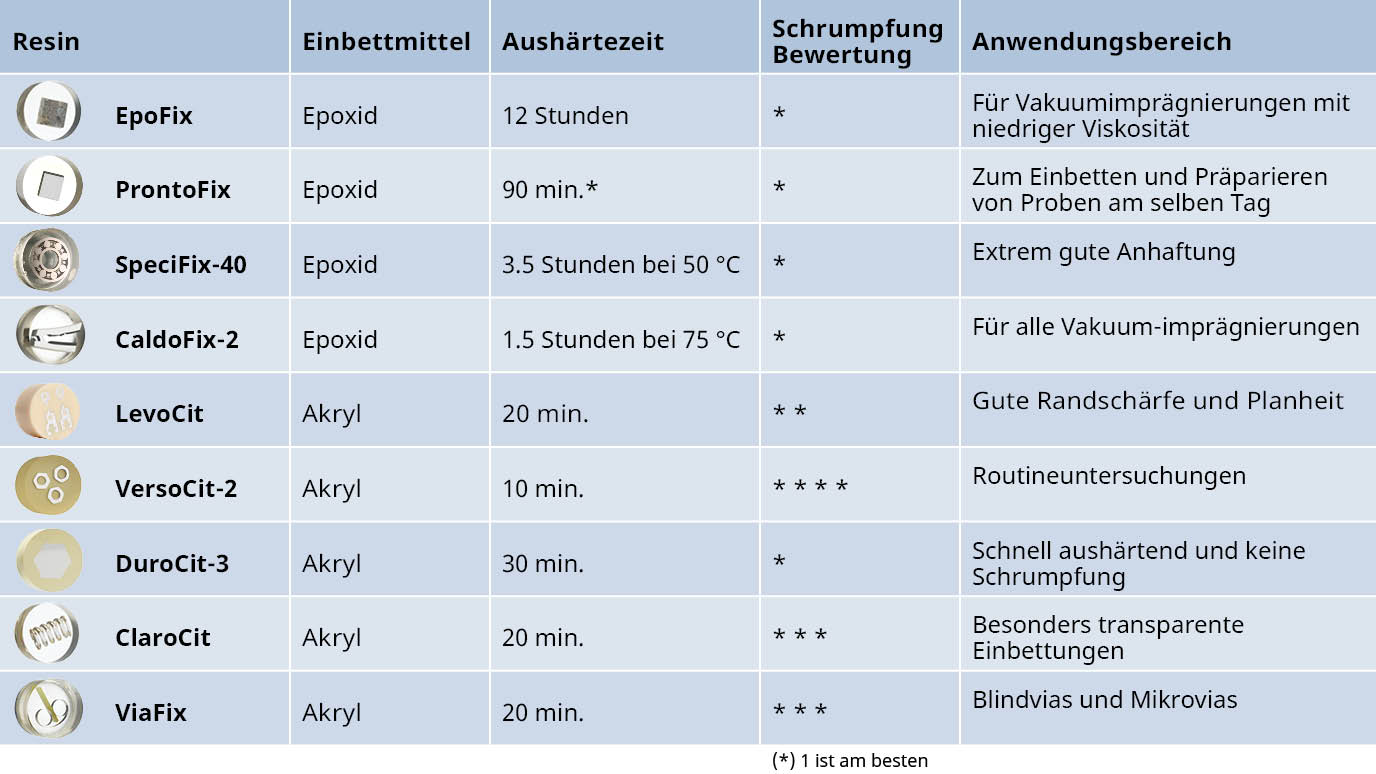
Aushärten
Das Aushärten von Epoxiden wird durch die Menge an Harz bestimmt. Bei kleinen Mengen kann der Prozess länger dauern, da die durch die chemische Reaktion erzeugte Wärme dank günstiger Bedingungen besser abgeführt wird. Größere Epoxidmengen speichern jedoch die Wärme aufgrund der schlechten Wärmeleiteigenschaften des Systems, was das Aushärten beschleunigt. Unter bestimmten Bedingungen lassen sich Höchsttemperaturen von rund 150 °C bis 200 °C erreichen. Um dies zu verhindern und einheitlichere Einbettungen zu erreichen, kann zur Temperaturregelung während des Aushärtens eine Drybox verwendet werden. Harz wird aufgrund einer Polymerisation hart. Die Polymerisation ist eine chemische Reaktion, bei der Wärme erzeugt wird. Die Wärmemenge hängt von der Art und Menge des Einbettmittels ab. Bei einigen Einbettmitteln können Temperaturen von deutlich über 100 °C auftreten.
Vakuumimprägnierung
Poröse Werkstoffe wie Keramik oder Spritzschichten können nur mit einer Vakuumimprägnierung eingebettet werden. Die Vakuumimprägnierung wird in einer Vakuumkammer bei etwa 0,1 bar bis 0,15 bar durchgeführt. Dabei werden alle Poren an der Oberfläche mit Einbettmittel gefüllt. Auf diese Weise kann Einbettmittel empfindliche Werkstoffe schützen. Präparationsartefakte, ausgebrochene Partikel, Risse und ungeöffnete Poren können so auf ein Minimum beschränkt werden. Für die Vakuumimprägnierung kommen aufgrund der geringen Viskosität und des geringen Dampfdrucks nur Epoxid-Einbettmittel infrage. Durch das Einmischen eines Fluoreszenzfarbstoffs lassen sich gefüllte Poren unter einer geeigneten Lichtquelle besser erkennen. Probe in die Mitte der Einbettform legen und diese in die Vakuumkammer stellen. Deckel schließen und die Kammer evakuieren. Die Evakuierung dauert einige Minuten, um sicherzustellen, dass in den kleinen Poren und Rissen keine Luft mehr enthalten ist. Ventil öffnen, damit das Epoxid in die Kammer gesaugt werden kann. Sobald die Probe vollständig mit Einbettmittel bedeckt ist, Ventil schließen und Vakuumpumpe ausschalten. Der Umgebungsdruck presst das Epoxid in die Poren und Risse.