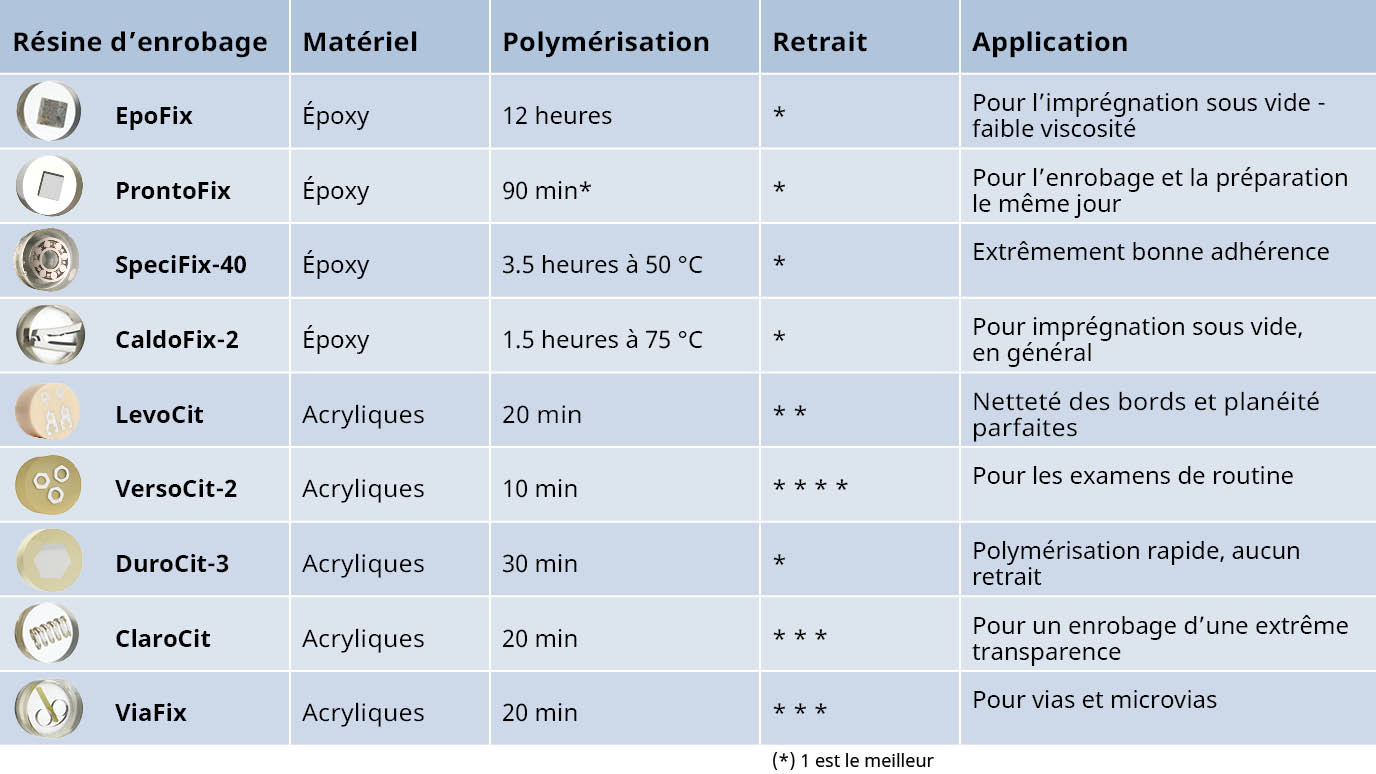
Polymérisation
Le temps de polymérisation des résines époxy dépend de la quantité de résine. En présence de faibles quantités, le processus peut prendre plus de temps vu que ces conditions limitent la réaction exothermique générée lors de la polymérisation. Les quantités plus importantes d’époxy entraîneront une accélération du processus de polymérisation car la réaction exothermique sera favorisée. Sous certaines conditions, il est possible d'atteindre des pics de température d’env. 150-200 °C/302-392 °F. Afin de prévenir cette situation et d’obtenir des enrobages uniformes, l'accessoire Drybox peut être utilisé pour réguler la température pendant le processus de polymérisation. La résine durcit lors de la réaction de polymérisation. La chaleur variera en fonction du type et de la quantité de résine. Certaines résines d’enrobage auront des pics de température bien supérieurs à 100 °C.
Imprégnation sous vide
Les matériaux fragiles et poreux, tels que la céramique ou les revêtements plasma, nécessitent une imprégnation sous vide. L'imprégnation sous vide s’effectue dans un compartiment à vide à environ 0,1-0,15 bar. Toutes les porosités débouchantes en surface sont remplies de résine. La résine permet ainsi de renforcer ces matériaux fragiles. Cela permet aussi de minimiser les artefacts de préparation tels que les arrachements, fissures ou porosités bouchées. Seules les résines époxy peuvent être utilisées pour l'imprégnation sous vide en raison de leur faible viscosité et de leur faible pression de vapeur. Un colorant fluorescent peut être ajouté à l’époxy afin d’identifier facilement tous les porosités à la lumière fluorescente. Placer l’échantillon au centre du moule d'enrobage et le positionner dans le compartiment à vide. Fermer le couvercle et laisser dégazer le compartiment. Le dégazage dure quelques minutes afin de s’assurer qu’il n’y ait plus d’air dans les porosités et les fissures. Ouvrir la vanne permettant de faire pénétrer, par dépression, la résine époxy dans le compartiment. Une fois l’échantillon complètement recouvert de résine, fermer la vanne et couper la pompe à vide. Sous l’effet de la pression atmosphérique, l’époxy s'introduira dans les porosités et les fissures.