A propos du tronçonnage
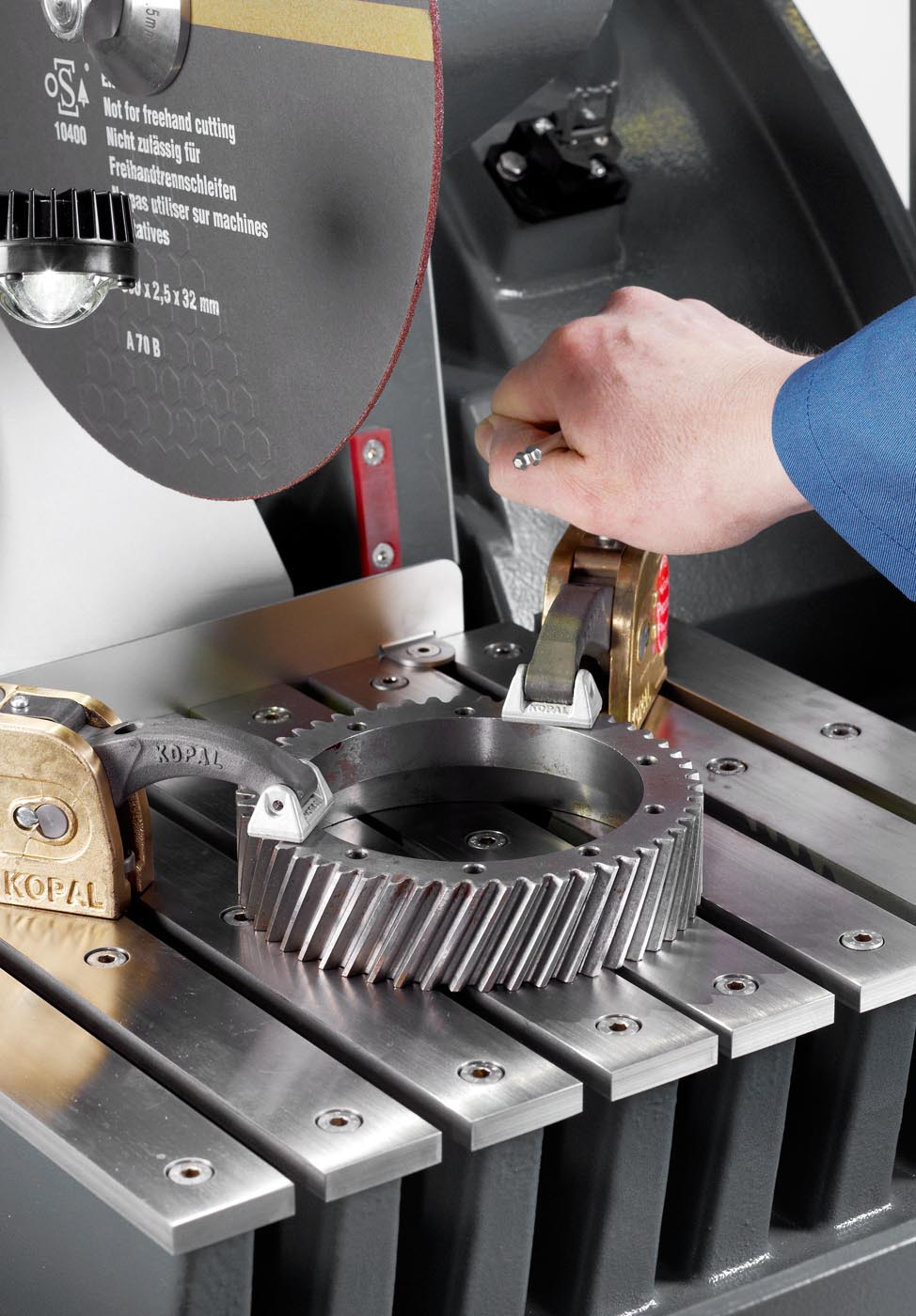
Le tronçonnage matérialographique sert à prélever un échantillon dans une pièce massive.
Les exigences listées ci-dessous relatives au prélèvement de l’échantillon sont liées à la méthode de prélèvement choisie, mais également aux effets induits au matériau lors du processus de tronçonnage ainsi qu’au processus de tronçonnage lui-même.- L’échantillon doit être représentatif de la pièce principale ou du composant dont il est prélevé.
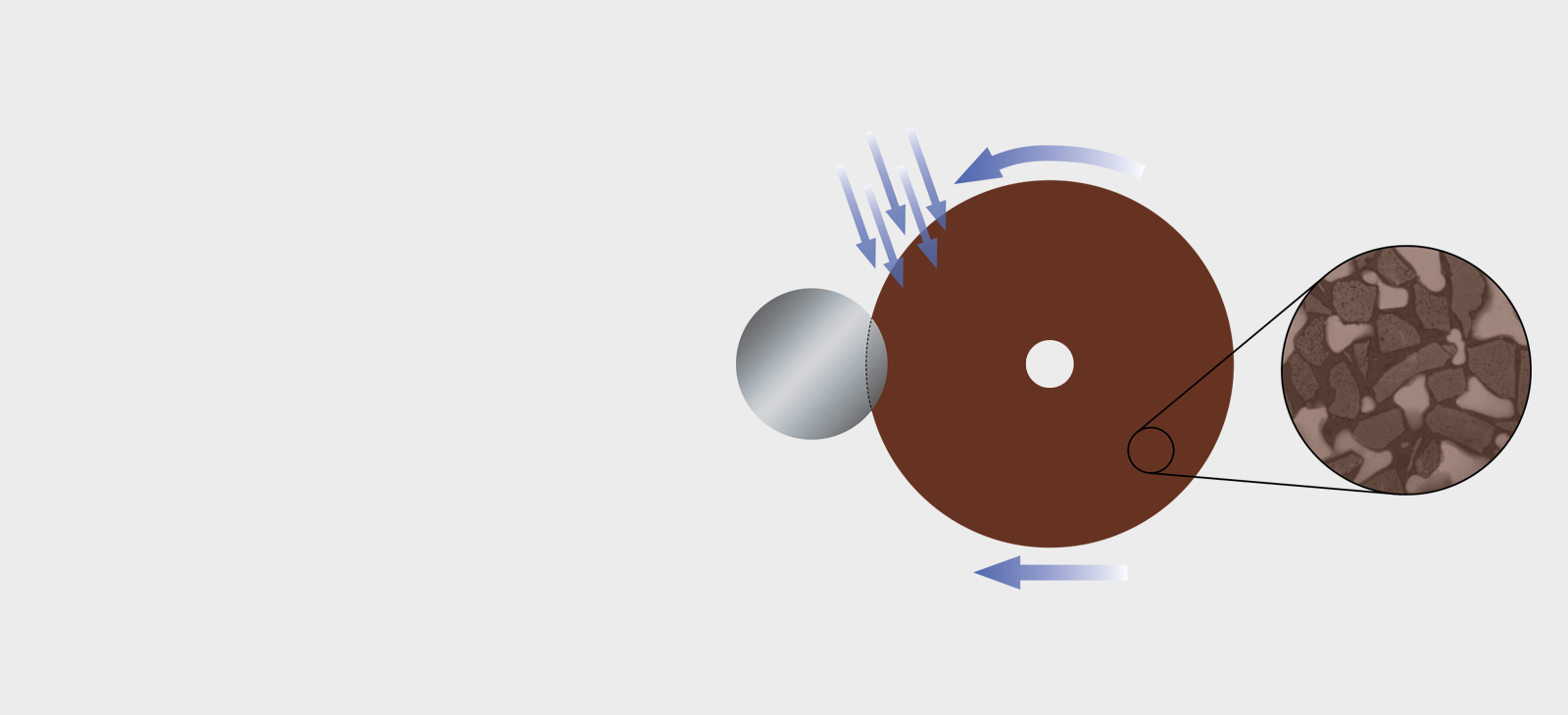
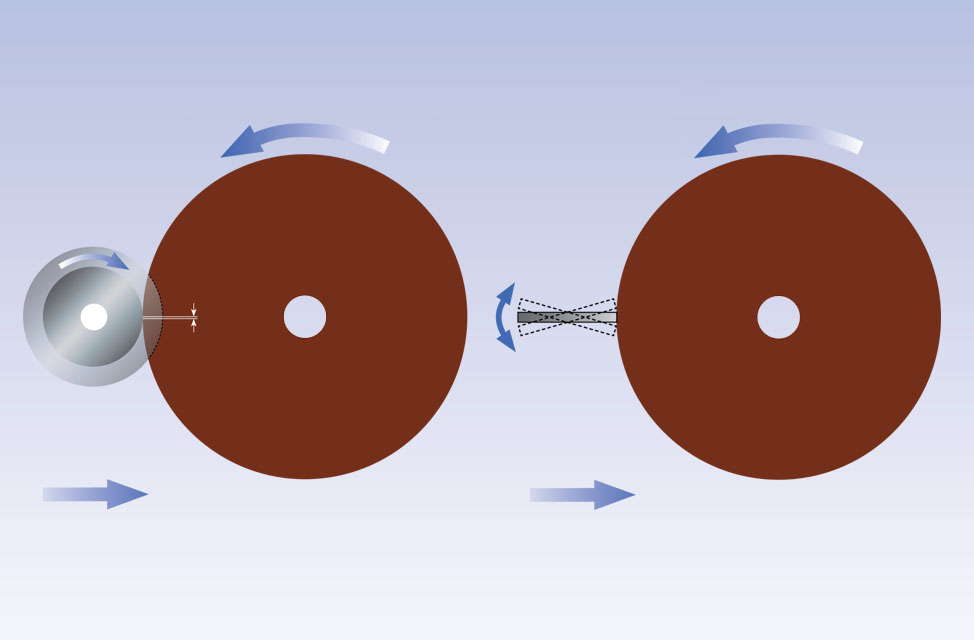
- La meule de tronçonnage ne doit pas se bloquer pendant le tronçonnage.
- La meule de tronçonnage doit avoir une usure minimale.
- L’échantillon doit être froid au toucher après la coupe.
- La surface de l’échantillon ne doit subir aucun dommage thermique/brûlure.
- La surface doit être lisse et uniforme et présenter des rayures homogènes.
- Les bavures doivent être réduites au strict minimum.
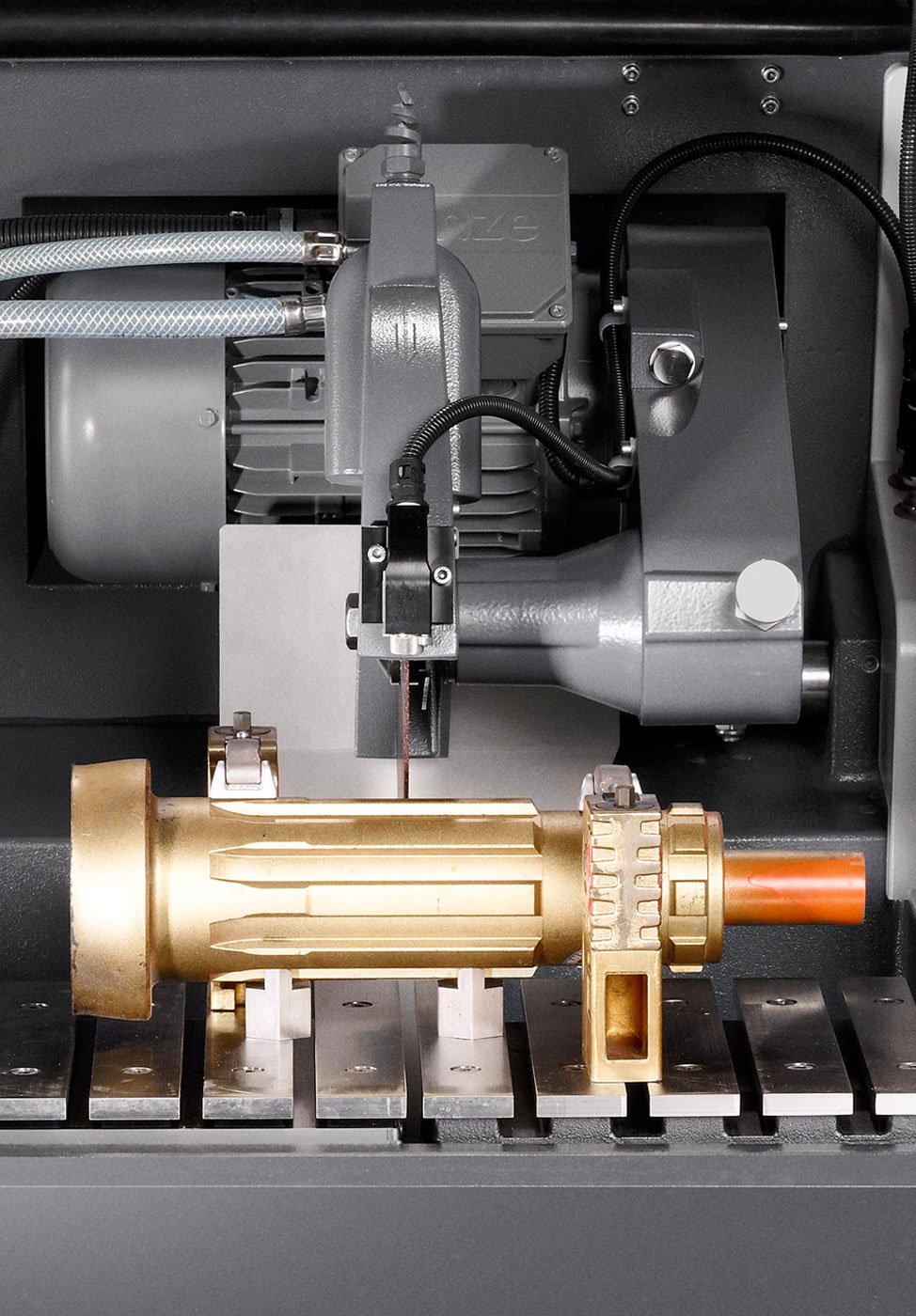
Les méthodes de tronçonnage disponibles sont nombreuses, mais pour satisfaire les exigences imposées par un tronçonnage matérialographique, seules quelques techniques peuvent être mises en œuvre, dont le tronçonnage abrasif sous eau décrit ci-après.