Interpretation der Gefüge von hochlegiertem Werkzeugstahl
Im Allgemeinen weisen hochlegierte Werkzeugstähle dieselben Gefügephasen auf wie Eisen-Kohlenstoff-Legierungen: Ferrit, Perlit, Martensit und Austenit. Jedoch kann der Mischkristall eine gewisse Menge der Legierungselemente aufnehmen.
Kohlenstoffverteilung Kohlenstoff bildet mit einigen Legierungselementen, wie Chrom, Wolfram und Vanadium komplexe Karbide. Außerdem ändert sich die Löslichkeit von Kohlenstoff in Eisen.
- Die Zugabe von Legierungselementen, wie Silizium, Chrom, Wolfram, Molybdän und Vanadium, vergrößert die Alpha-Phase im Eisen-Kohlenstoff Diagramm.
- Die Zugabe von Nickel und Mangan wiederum vergrößert die Gamma-Phase.
Diese Eigenschaften wirken sich auf die Zeit-Temperatur-Umwandlung aus, was gerade für die Wärmebehandlung von hochlegierten Werkzeugstählen wichtig ist.
Eine gleichmäßigere Verteilung von Karbiden in hochlegiertem Werkzeugstahl lässt sich durch pulvermetallurgische Verfahren und heißisostatisches Pressen erreichen. Dies ergibt einen homogenen Stahl ohne Entmischungen, der sich insbesondere für ungewöhnliche Werkzeuggeometrien eignet, deren mechanische Herstellung sehr teuer wäre.
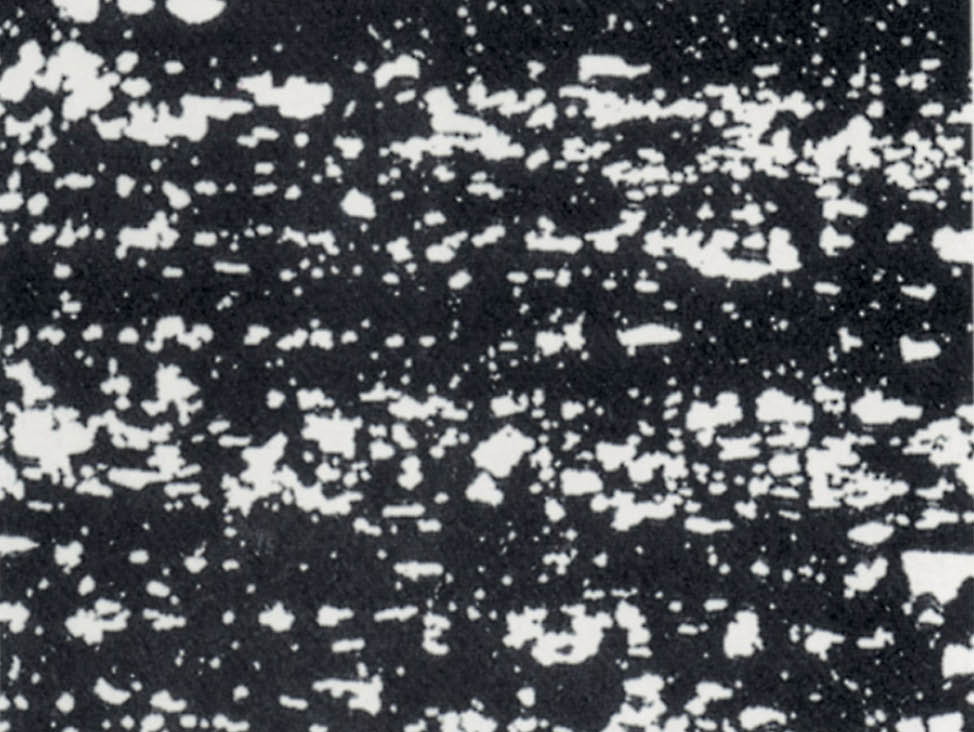 Abb. 7: Karbidverteilung in herkömmlich hergestelltem Stahl
Abb. 7: Karbidverteilung in herkömmlich hergestelltem Stahl 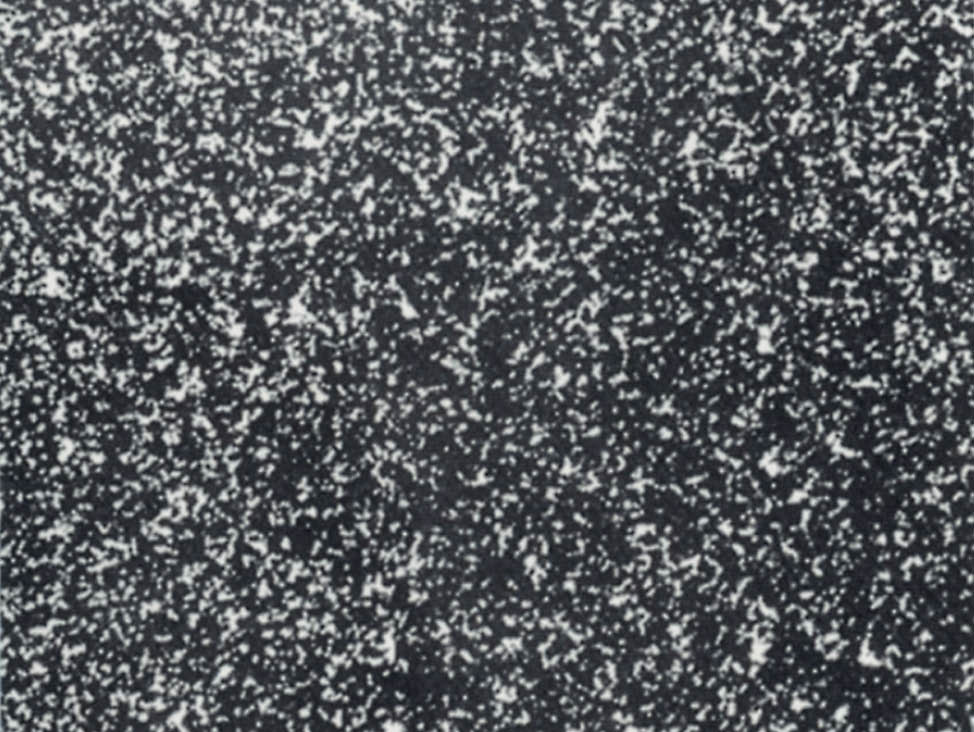 Fig. 8: Karbidverteilung in mittels Pulvermetallurgie hergestelltem Stahl Kaltarbeitsstahl, hochlegierter Werkzeugstahl
Fig. 8: Karbidverteilung in mittels Pulvermetallurgie hergestelltem Stahl Kaltarbeitsstahl, hochlegierter Werkzeugstahl Das primäre Gefüge von Kaltarbeitsstahl ist Ledeburit. Das Grobgefüge wird durch Heißwalzen oder Schmieden in eine Ferrit-Perlit-Matrix mit großen Primärkarbiden umgewandelt. Das anschließende vollständige Glühen unterstützt die Bildung der kleinen Sekundärkarbide.
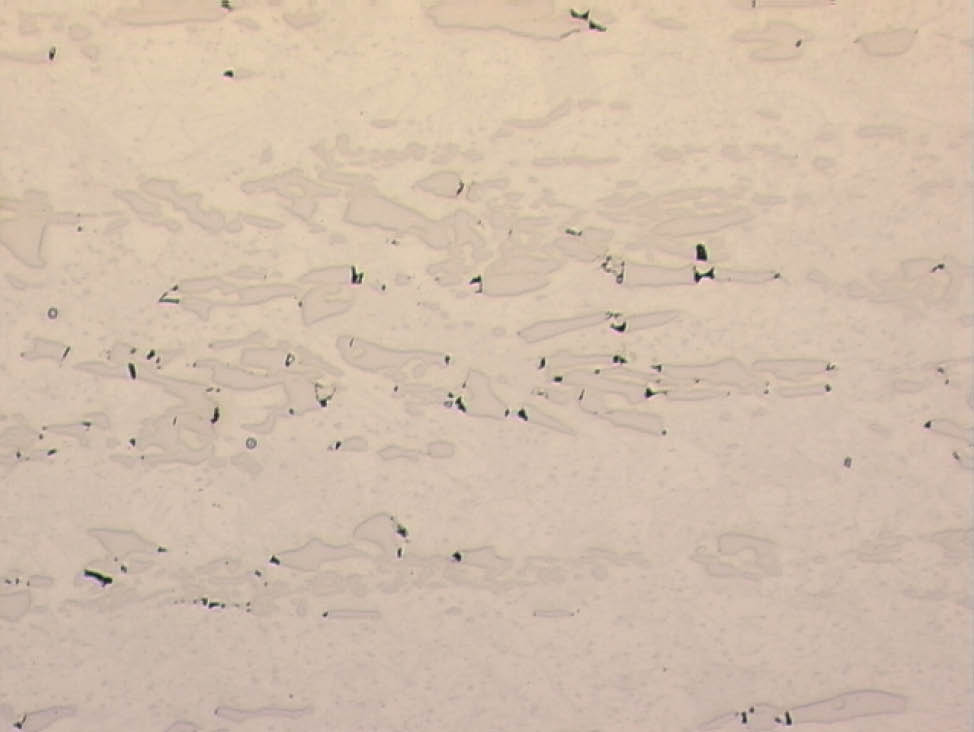
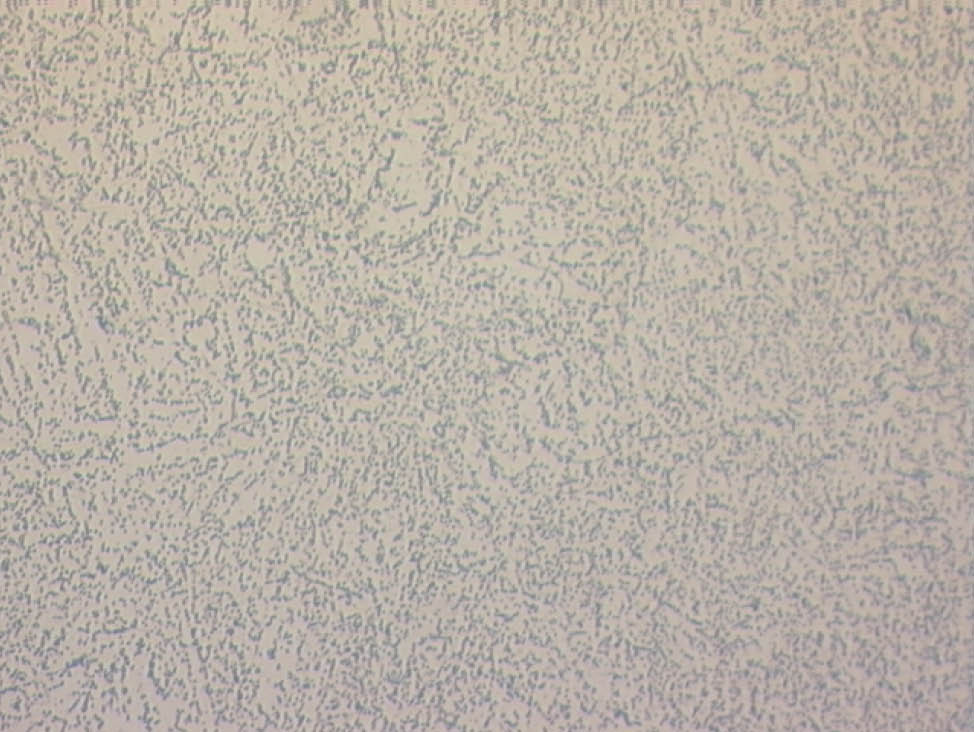
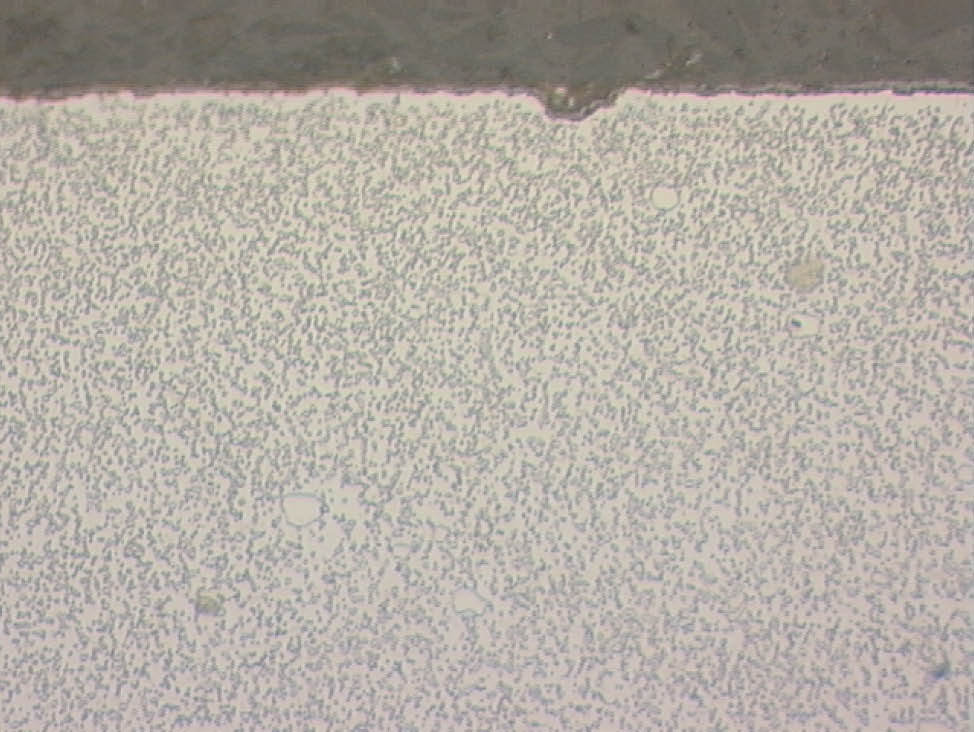 Abb. 9: Kaltarbeitsstahl nach der erstem Warmumformung, leicht kontrastiert durch kurzes abschließendes Oxidpolieren, mit großen Primärkarbiden in einer Ferrit-Perlit-Matrix (Vergrößerung: 200x)
Abb. 9: Kaltarbeitsstahl nach der erstem Warmumformung, leicht kontrastiert durch kurzes abschließendes Oxidpolieren, mit großen Primärkarbiden in einer Ferrit-Perlit-Matrix (Vergrößerung: 200x)  Abb. 10: Vollständig wärmebehandelter Kaltarbeitsstahl mit fein verteilten Sekundärkarbiden und kleinen weißen Primärkarbiden (Vergrößerung: 200x) Warmarbeitsstahl
Abb. 10: Vollständig wärmebehandelter Kaltarbeitsstahl mit fein verteilten Sekundärkarbiden und kleinen weißen Primärkarbiden (Vergrößerung: 200x) Warmarbeitsstahl Vollständig wärmebehandelter Warmarbeitsstähle zeigen im Idealfall eine gehärtete Martensit-Matrix mit sehr kleinem globularem Perlit. Eine ungleichmäßige chemische Zusammensetzung kann zu Korrosionsproblemen führen. Aus diesem Grund ist es wichtig, Entmischungen im primären Gefüge durch Wärmebehandlung so weit wie möglich zu entfernen.
 Abb. 11: Warmarbeitsstahl mit Entmischungen (Vergrößerung: 100x) Kunststoffformenstahl
Abb. 11: Warmarbeitsstahl mit Entmischungen (Vergrößerung: 100x) Kunststoffformenstahl Kunststoffformenstahl ist ein korrosionsbeständiger Werkzeugstahl mit „amorphem“ Martensit und Karbidzeilen vor der Wärmebehandlung. Nach dem Glühen sind die Karbide fein verteilt.
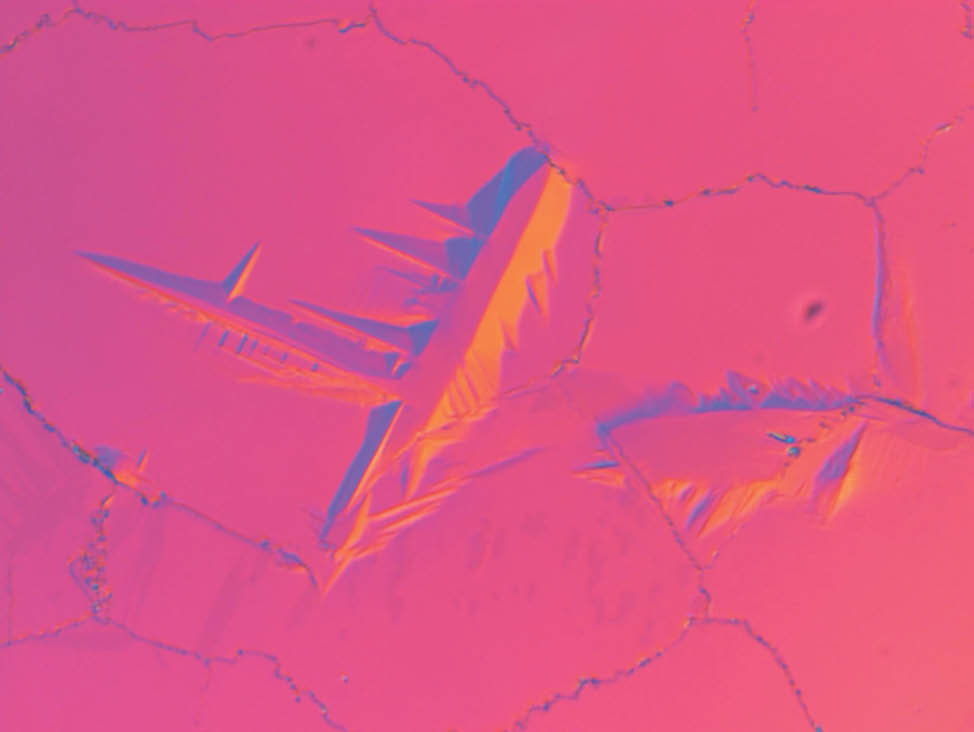
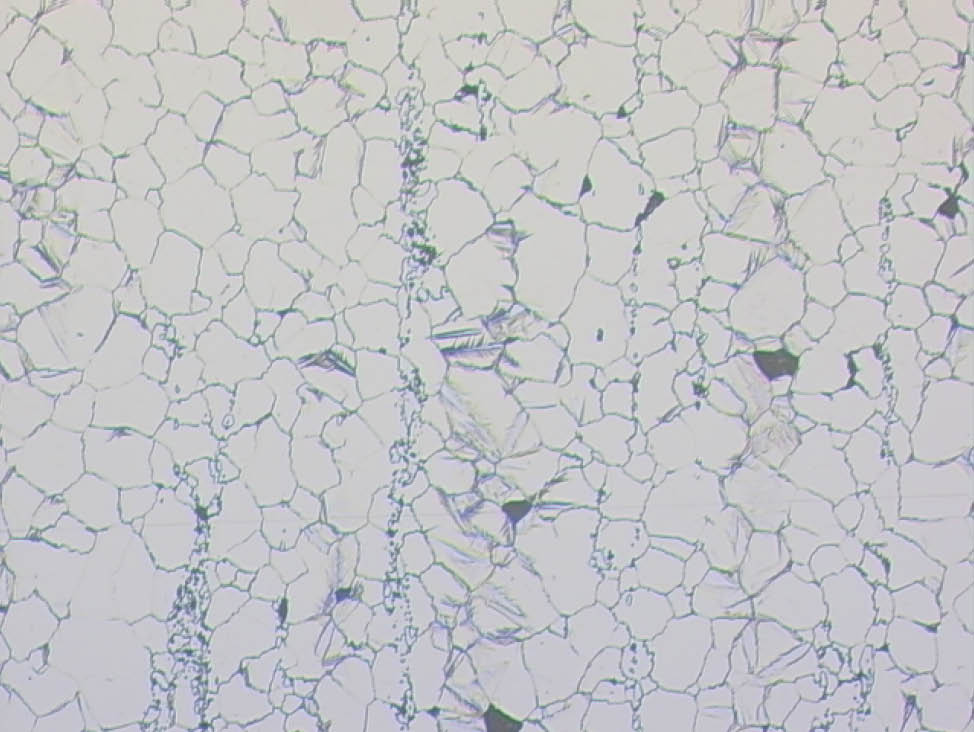 Abb. 12: Kunststoffformenstahl, geätzt mit 5%iger Pikrinsäure, amorpher Martensit mit Zeilen von Primärkarbiden (Vergrößerung: 100x)
Abb. 12: Kunststoffformenstahl, geätzt mit 5%iger Pikrinsäure, amorpher Martensit mit Zeilen von Primärkarbiden (Vergrößerung: 100x) 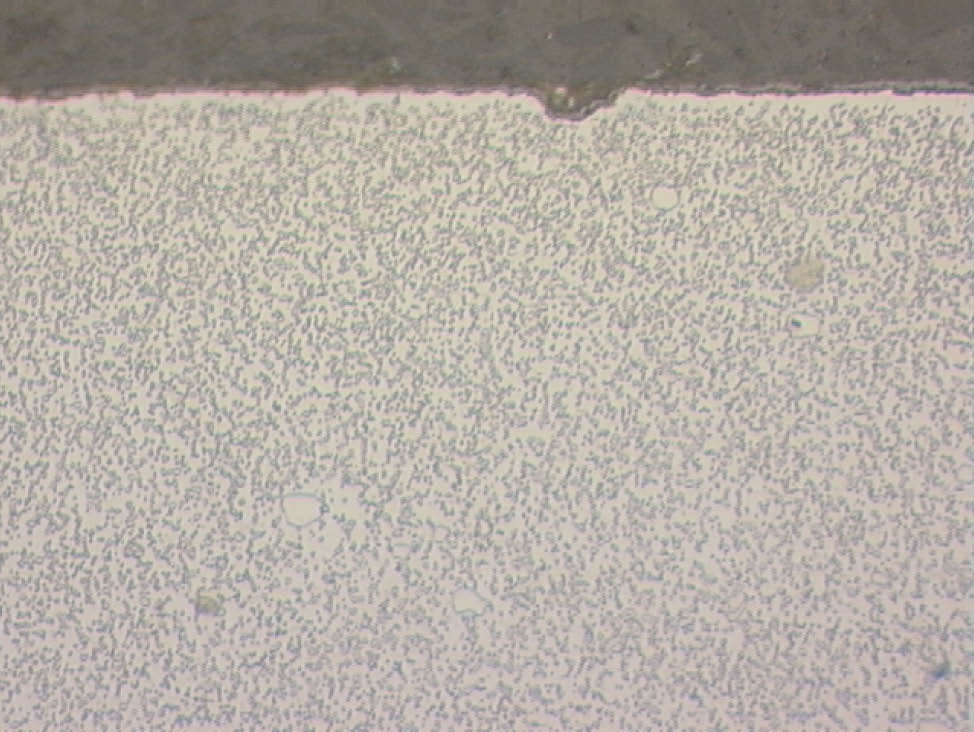 Abb. 13: Kunststoffformenstahl nach dem Glühen mit fein verteilten Karbiden (Vergrößerung: 500x)
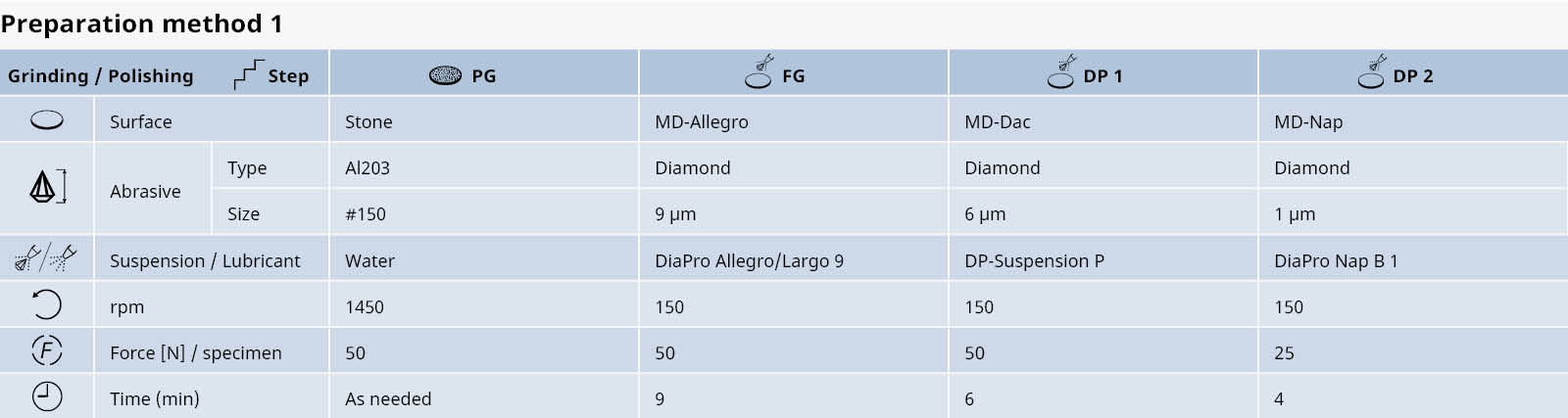
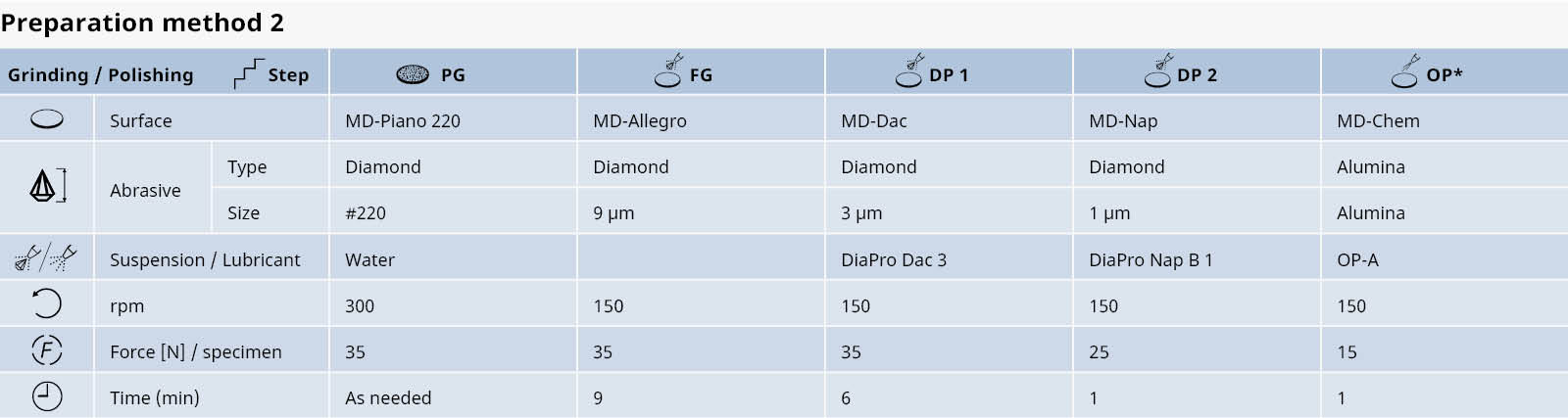
LADEN SIE DIE APPLICATION NOTE MIT PRÄPARATIONSMETHODEN HERUNTER
Abb. 13: Kunststoffformenstahl nach dem Glühen mit fein verteilten Karbiden (Vergrößerung: 500x)
LADEN SIE DIE APPLICATION NOTE MIT PRÄPARATIONSMETHODEN HERUNTER