提高金相切割速度、效率和质量的 6 种方式
快速高效的样品分析流程始于切割。
正确进行切割,这样可以提高样品质量,为下一个流程步骤节省时间。 按照这些简单的技巧操作,以显著提高切割精度、再现性和速度。

正确进行切割,这样可以提高样品质量,为下一个流程步骤节省时间。 按照这些简单的技巧操作,以显著提高切割精度、再现性和速度。
切割是高质量控制流程的基础,任何错误都会破坏验证结果。 通过改进切割流程,可以提高速度和一致性,从而减少耗时研磨和抛光。 在这篇文章中,我们的材相专家将为您解决六个最常见的材相错误,并告诉您如何避免它们。
1. 消除毛刺,以提高制备流程的速度
毛刺是指切割试样后依然附着在上面的卷边或小片材料。 进行样品分析之前,需要磨掉毛刺,这会给制备流程增加耗时的研磨和抛光步骤。 以下是避免毛刺的方式。
两侧夹持
出色的切割始于稳固的夹持。 如果仅夹持样品一侧,材料分离时通常会形成毛刺。 从两侧夹持工件可以解决这个问题。
减慢进给速度
手动切割时,切割结束离开工件前很难保持低速进给,这意味着可能会出现毛刺。 解决方案? 使用可控制进给速度的自动切割机。

钛工件毛刺示例
从两侧夹持
2. 通过避免热损坏提高样品质量
热损坏是指因为切割错误在材料表面引起的烧伤。 通常会留下明显的变色痕迹,改变材料的微结构,并达到一定深度。 进行分析之前,必须通过耗时的研磨和抛光流程去除热损坏。 以下是避免热损坏的方式。
更换切割轮
造成热损坏的最常见原因之一就是使用与材料不匹配的切割轮。 选择合适的切割轮不仅能提高制备质量,还能减少对平面研磨的需求,确保每个轮完成最多切割,从而节省时间和耗材。 因此,您可以在更短的时间内生产更多样品,且单个样品制备成本更低。
选择合适的切割轮需要考虑很多方面,包括材料类型和切割尺寸。
选择自动切割机
与毛刺一样,热损坏通常也是因为进给速度高产生的。 您可以利用可调节进给速度的自动切割机解决这个问题。 降低进给速度有助于避免热损坏。
记得使用冷却液
让样品保持冷却。 检查冷却系统和冷却液液位,确保喷嘴位于切割断面上方的最佳位置。

由于切割条件错误导致的热损坏
3. 通过避免脆性材料或涂层开裂提高再现性
裂缝一般出现在脆性样品或多层样品中,通常意味着必须再次切割样品,因此会使切割流程耗费额外的时间。 按照下文的简单技巧操作可避免耗费额外的时间。
简单调整切割技术
切割有涂层的材料时,基底材料可以作为支撑,因此,请务必切割工件的涂层侧。
支撑材料
支撑对防止开裂而言十分重要。 如果试样非常小,请进行镶嵌。 要获得额外支撑,请在真空浸渍过程中使用环氧树脂。 这样可以确保环氧树脂渗入涂层的所有孔洞、裂缝或开口,从而在切割期间提供全面支撑。
使用自动切割机
进给速度是造成裂缝的常见原因。 手动切割时,很难在脆性和多层材料中保持正确的速度,因此,最佳解决方案是使用可调节进给速度的自动切割机。
更换切割轮
选择合适的切割轮可以减少对抛光和研磨的需求,确保每个轮完成最多切割,从而大幅改进切割流程。 对于有涂层的工件,如果涂层较厚,请选择适合涂层的切割轮;如果涂层较薄,请选择适合基板的切割轮。
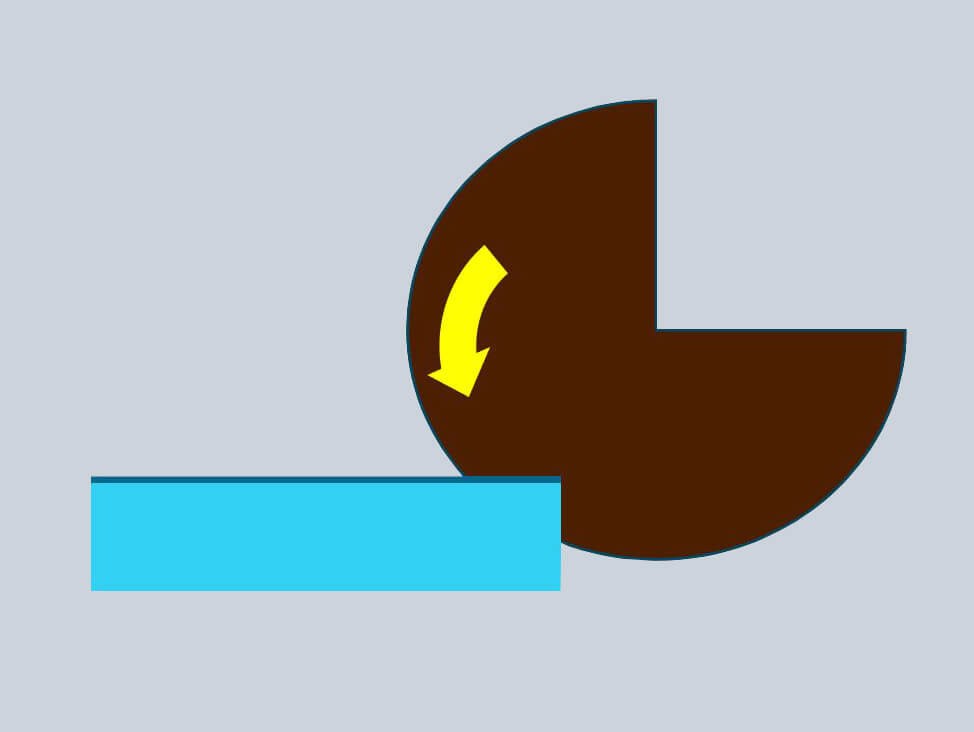
切割最佳实践
先让切割轮进入有涂层/经过处理的表面可以让基板充当支撑层
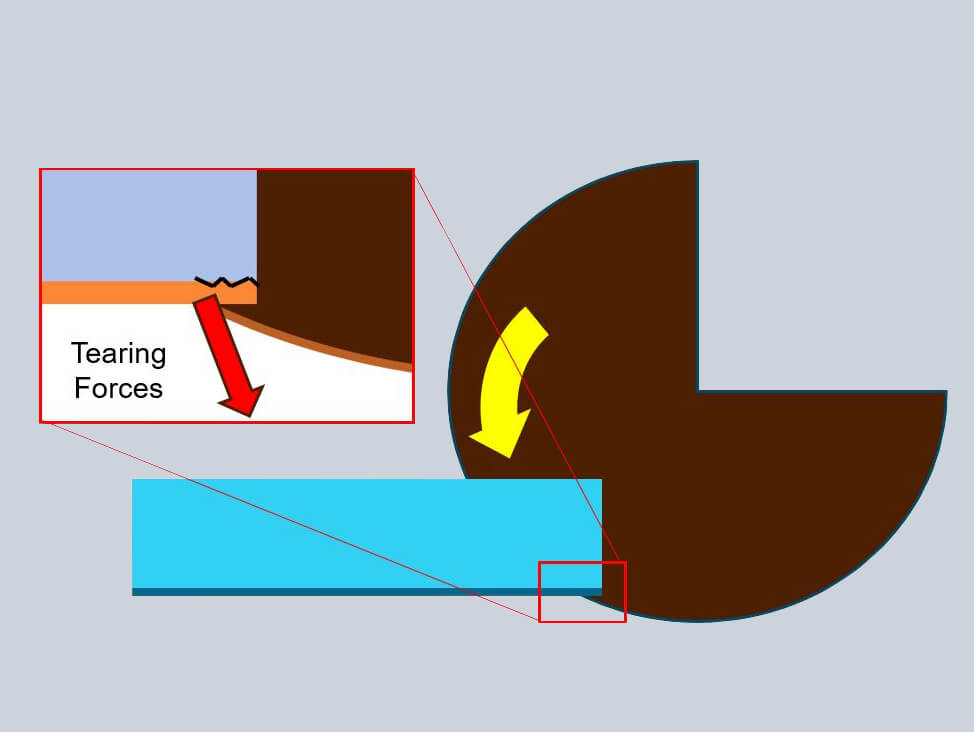
切割不良实践
最后让切割轮进入有涂层/经过处理的表面会使层离风险剧增
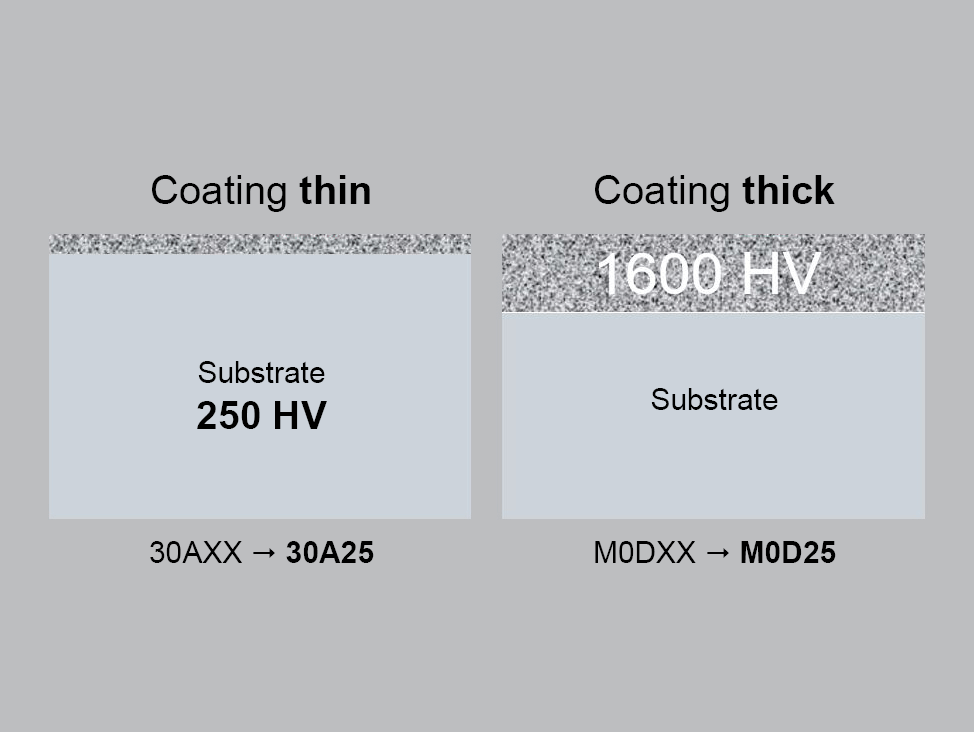
选择合适的切割轮
涂层区域不到 10-20%,使用适合基板的切割轮
涂层区域超过 10-20%,使用适合涂层的切割轮
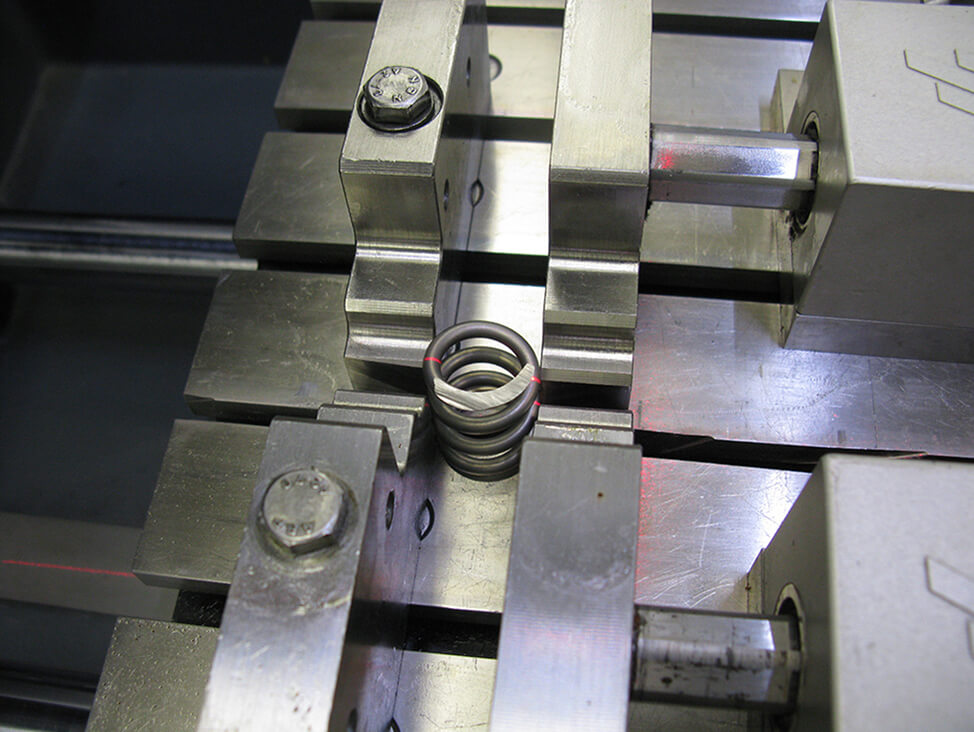
4. 通过避免挤压保护切割轮
纵向切割期间,硬化钢工件往往会积聚内部应力。 然后,工件会挤压切割轮,使其被卡住或断裂。 最坏的情况是,挤压导致工件变形,给材料造成压力,这意味着之后切割的任何样品都不再具有整体代表性,这种情况将使分析无效。 以下是避免这些问题的简单方法。
使用减轻挤压的夹持工具
可轻松调节的紧凑型的减轻挤压的夹持工具能够减少切割引起的变形,将挤压降到最低,并保护您的切割轮。
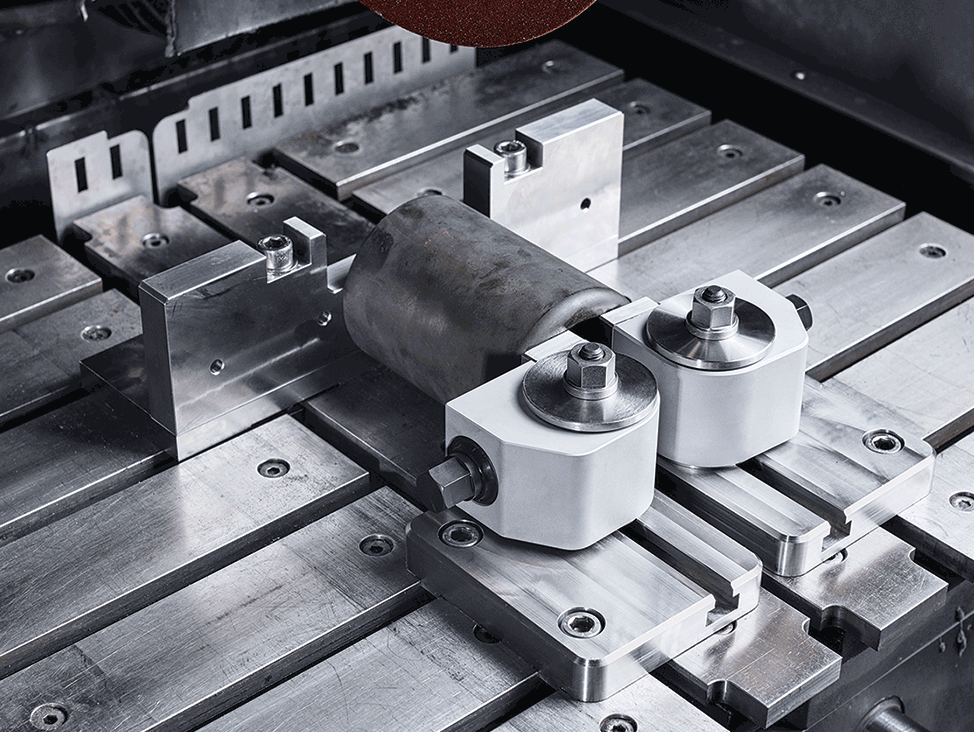
减轻挤压的夹持工具示例。 有助于在纵向切割期间减少内部应力的工具。
5. 了解如何夹持和切割不规则工件
形状不规则的工件很难夹持起来切割,进而将减慢切割流程的速度。 如果工件夹持得不够牢固,切开时将发生移动,这意味着必须重新切割样品。 以下是三种解决方案。
使用支撑块
对于较大的工件,请设置支撑块,以便在切割过程中支撑工件,防止倒转。
用树脂镶嵌
通过在切割之前用树脂镶嵌较小的工件,将更容易利用标准夹具夹持。
选择定制夹持工具
如果经常切割类似工件,定制夹持工具可以帮您节省大量时间,并显著提高再现性和质量。
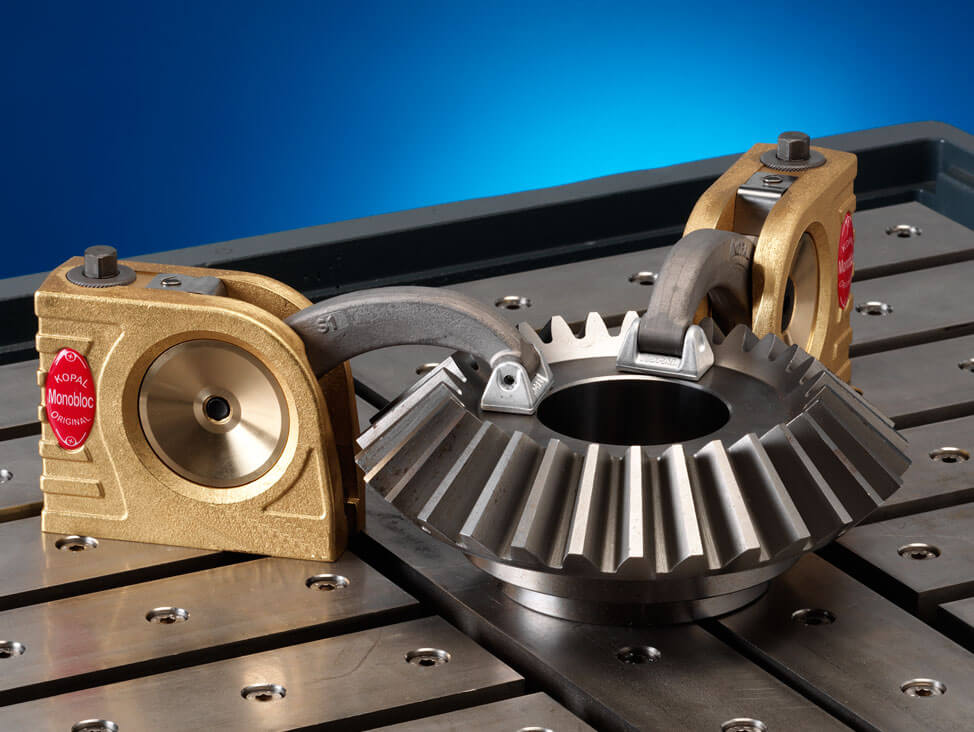
垂直夹持工具专为夹持不规则工件而设计。
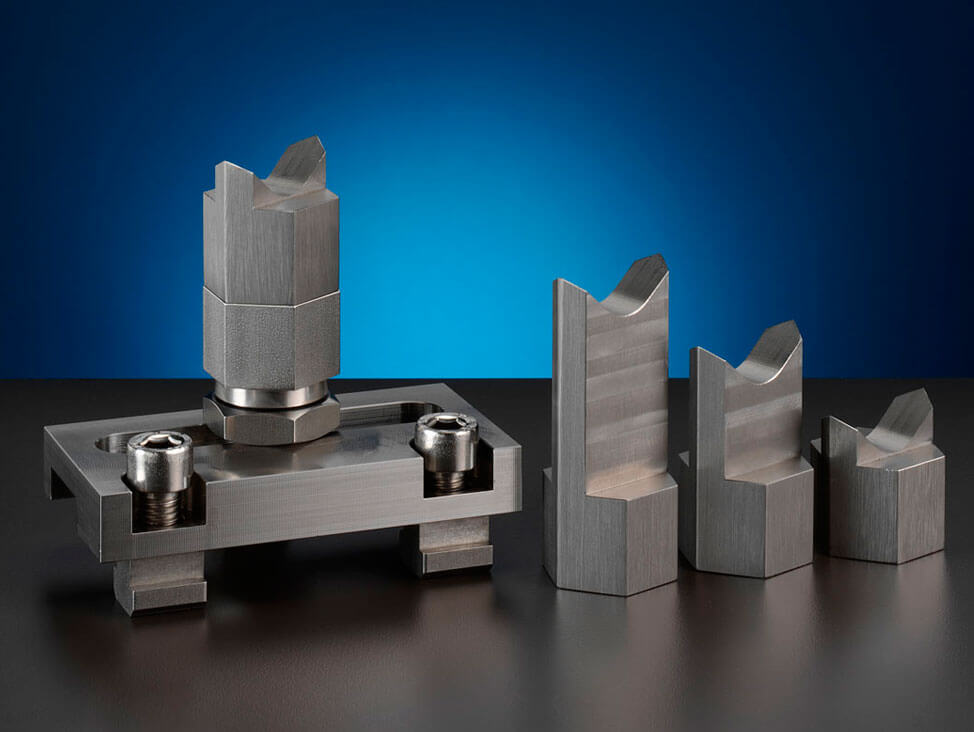
用于夹持不规则工件的可调节支撑块
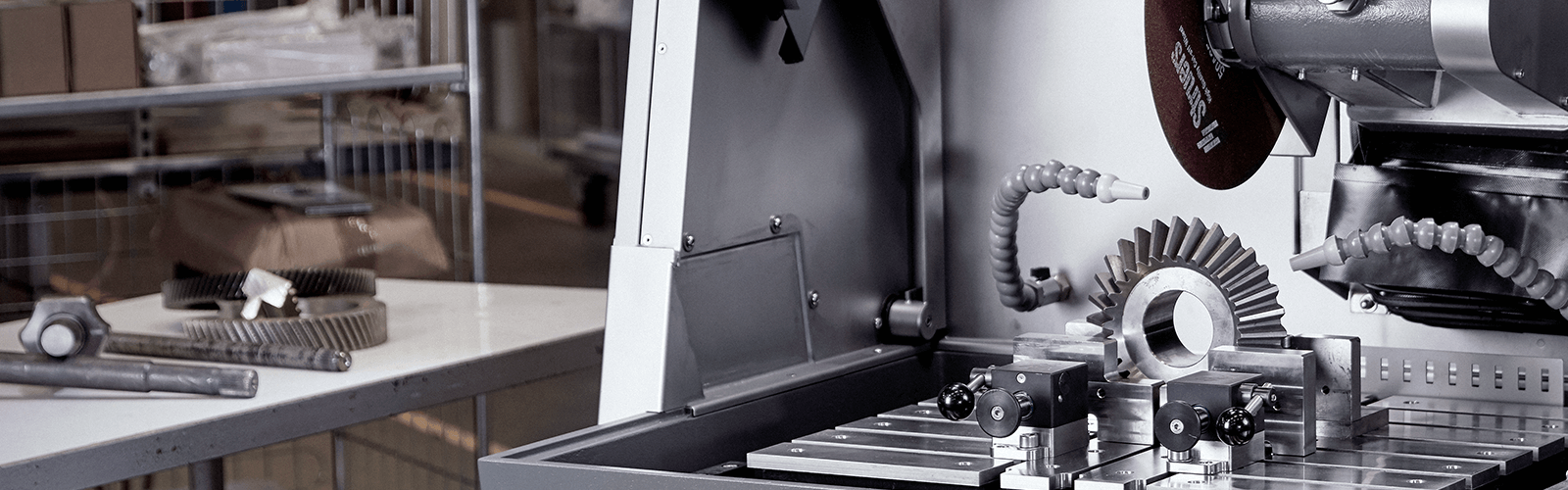
6. 不要切割工作台表面
很多人会无意切入切割台。 如何将切入切割台的可能性降到最低?
使用较低的进给速度
高进给速度产生的机械冲击会使切割轮弯曲,导致它偏离轨迹,转向切割台。 选择较慢的切割速度,以提高稳定性。
转向硬度较软的切割轮
如果您的切割轮对材料来说过于坚硬,可能会偏斜到切割台。 如果不想更换切割轮,可以尝试较低的转速。
立即改进您的切割

联系我们的应用专家,以改善您的质量控制、故障分析、材料科学或学术研究。或者,如果您对制备方法、材料或行业相关问题有具体疑问。我们是来帮你的。
查看我们的团队