Leghe di rame
Esistono numerose leghe di rame, le più comuni sono lo zinco (ottone) e lo stagno (bronzo).
Ottone (leghe rame-zinco) Gli ottoni sono leghe di rame contenenti il 5-45% di zinco. Essendo elevata la solubilità del rame nello zinco, le leghe risultano molto omogenee. Con l'aumento del contenuto di zinco, il colore rossastro del rame viene sostituito dal giallo dell'ottone. Anche l'ottone diventa più duro e più facile da lavorare.
- L'ottone con meno del 28% di zinco è chiamato ottone rosso ed è particolarmente adatto alla lavorazione
- Le leghe fino al 37% di zinco sono costituite da soluzione solida α e sono adatte alla formatura a freddo
- A partire dal 38% di zinco e oltre, le leghe presentano una microstruttura bifase α-β, adatta alla formatura a caldo
Aggiungendo alluminio, manganese, ferro, nichel, stagno o anche piccole quantità di piombo, è possibile produrre particolari tipi di ottone con specifiche proprietà chimiche o meccaniche.
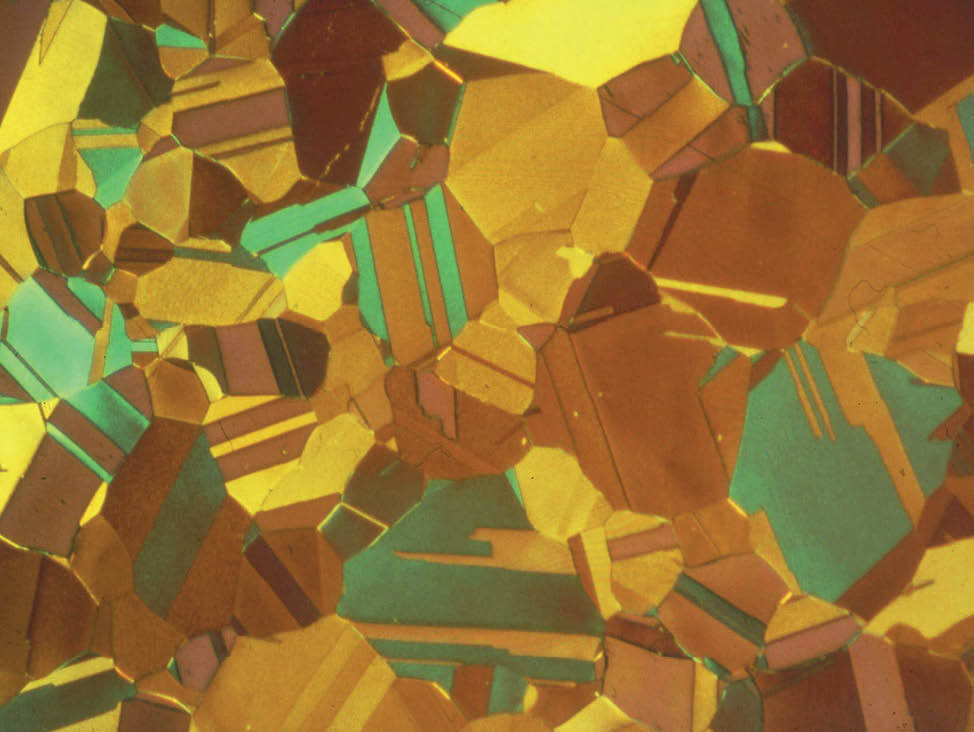
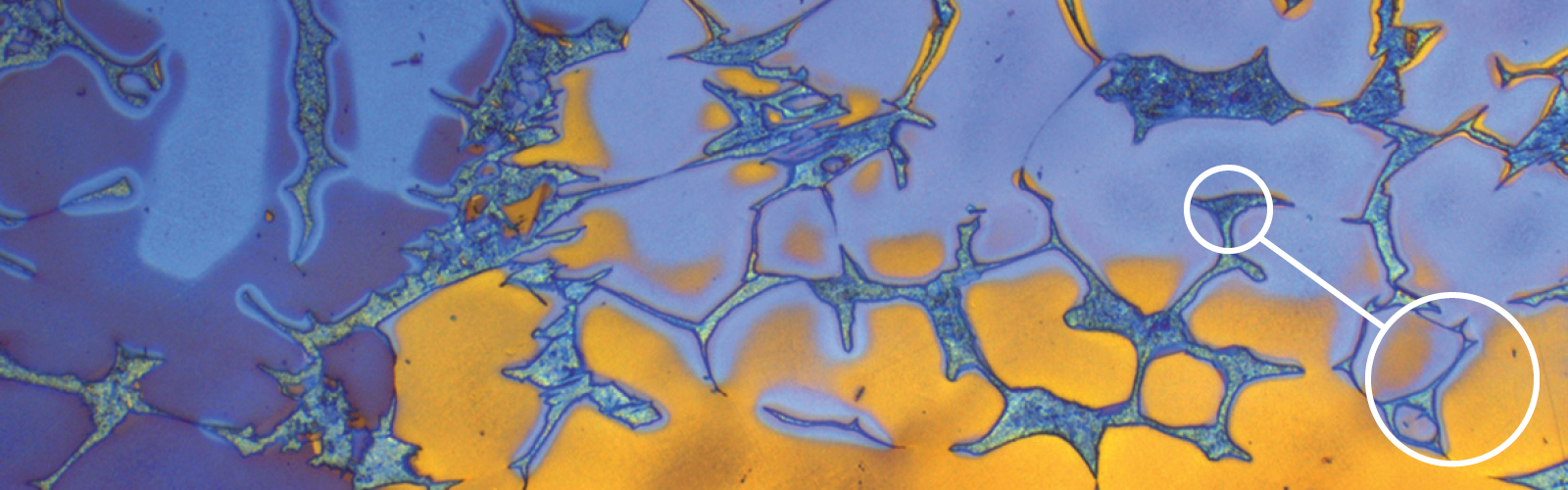
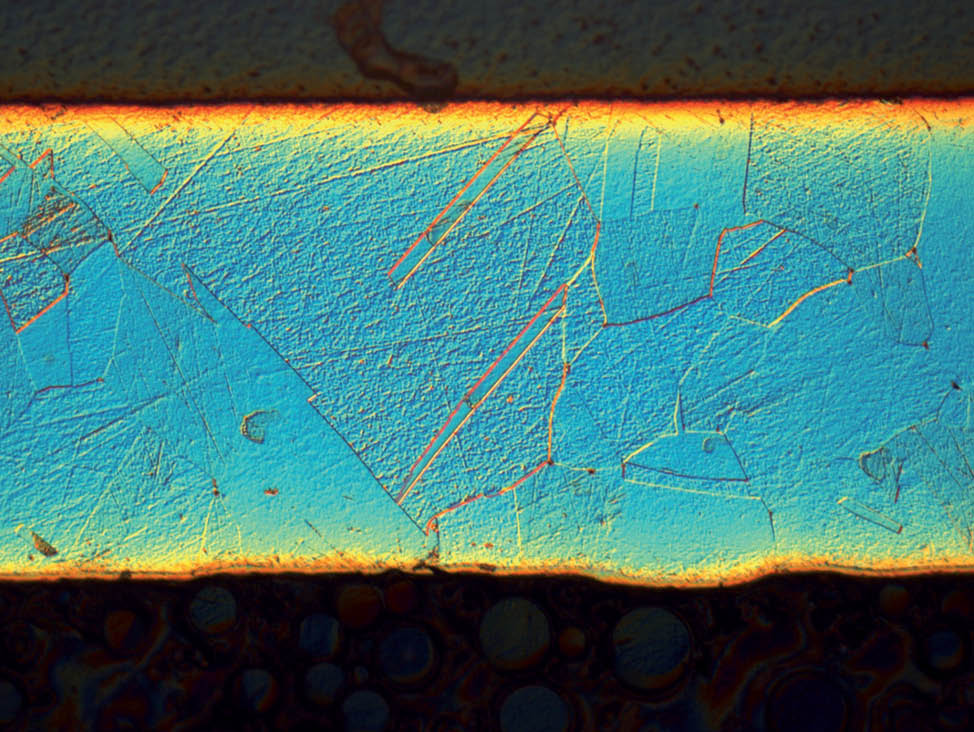
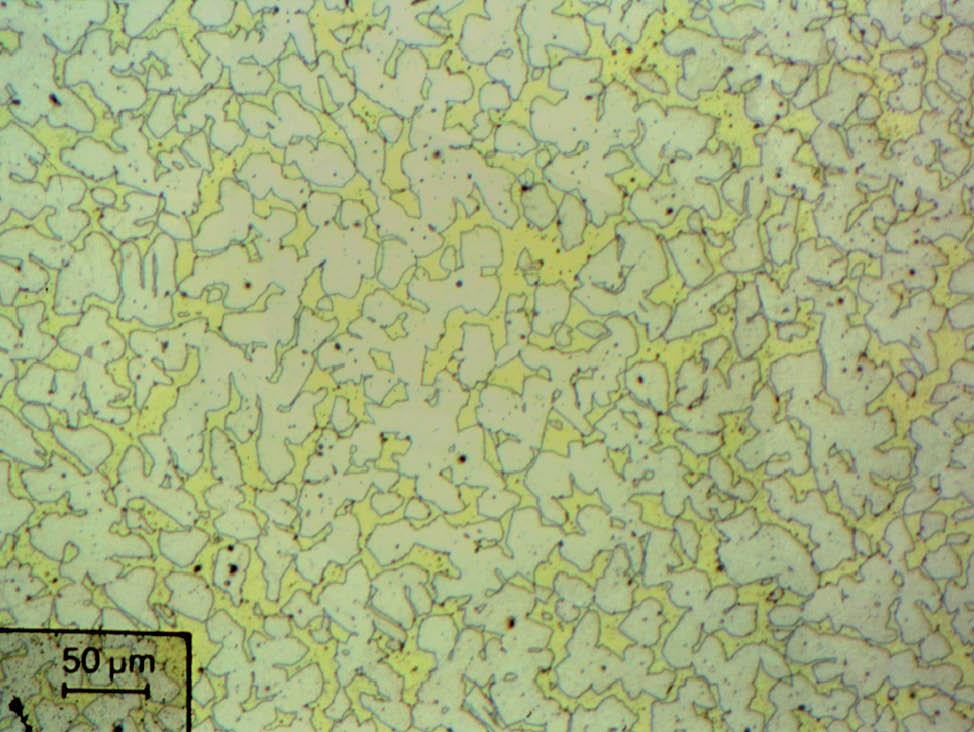
Fig. 4: ottone α, attacco a colori, 200x
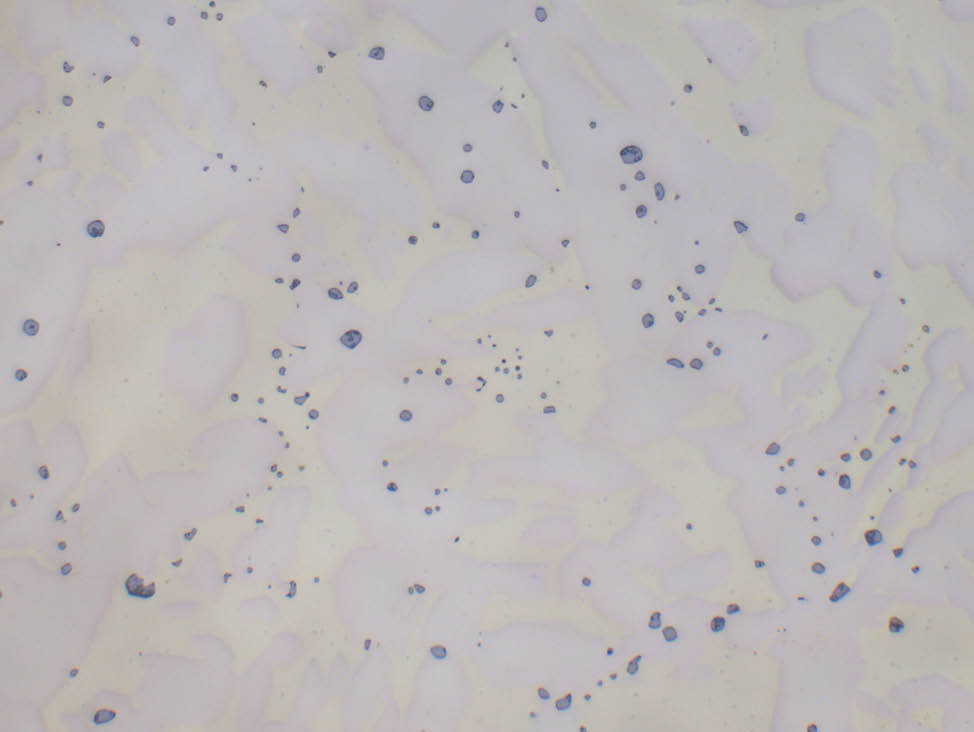
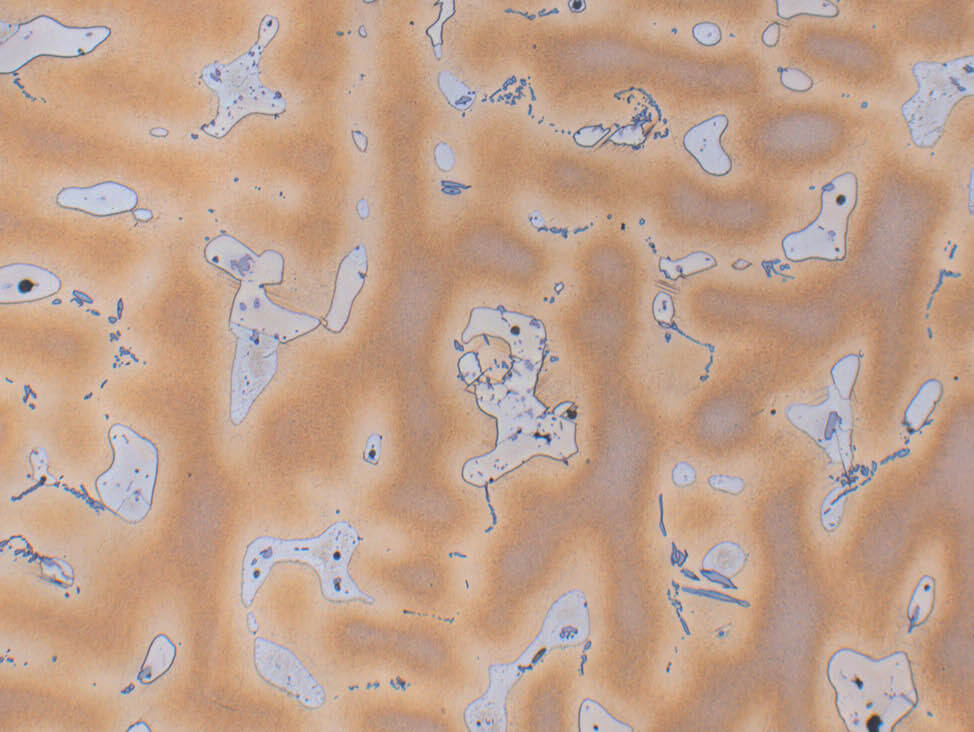
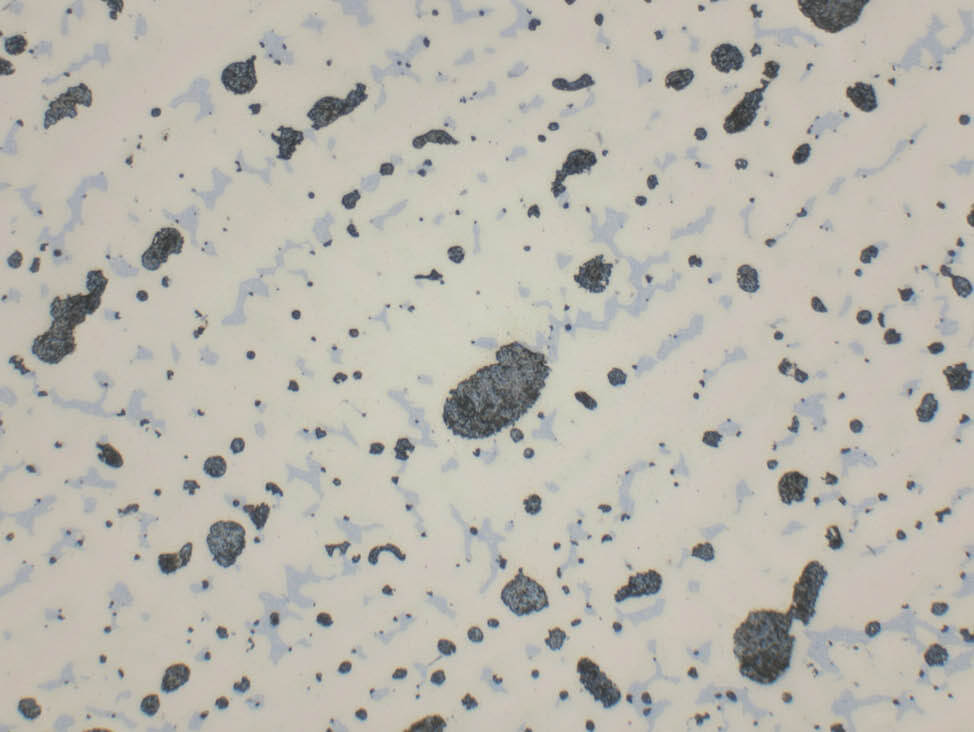
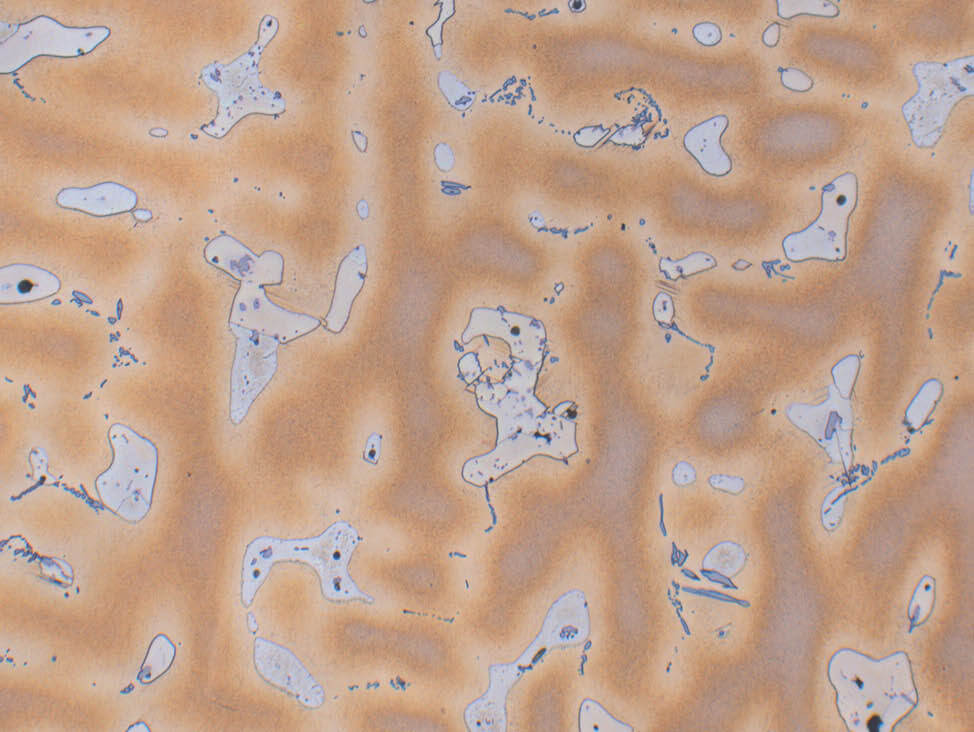
Fig. 5: Ottone α-β fuso (CuZn40Pb2) con inclusioni di piombo grigio-blu, senza attacco, 500x
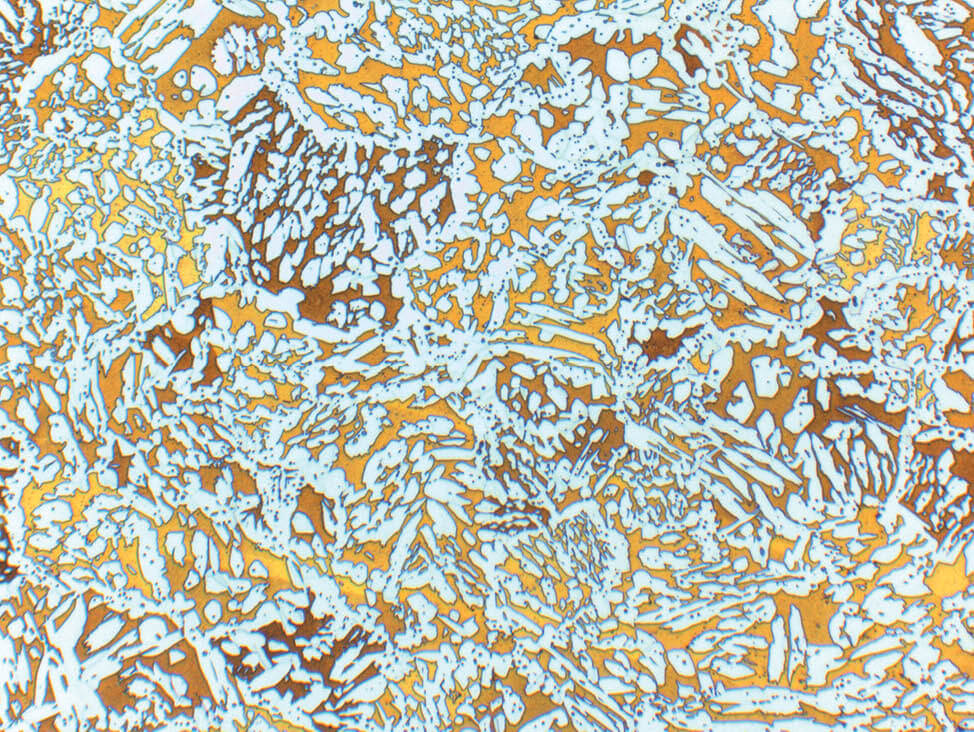
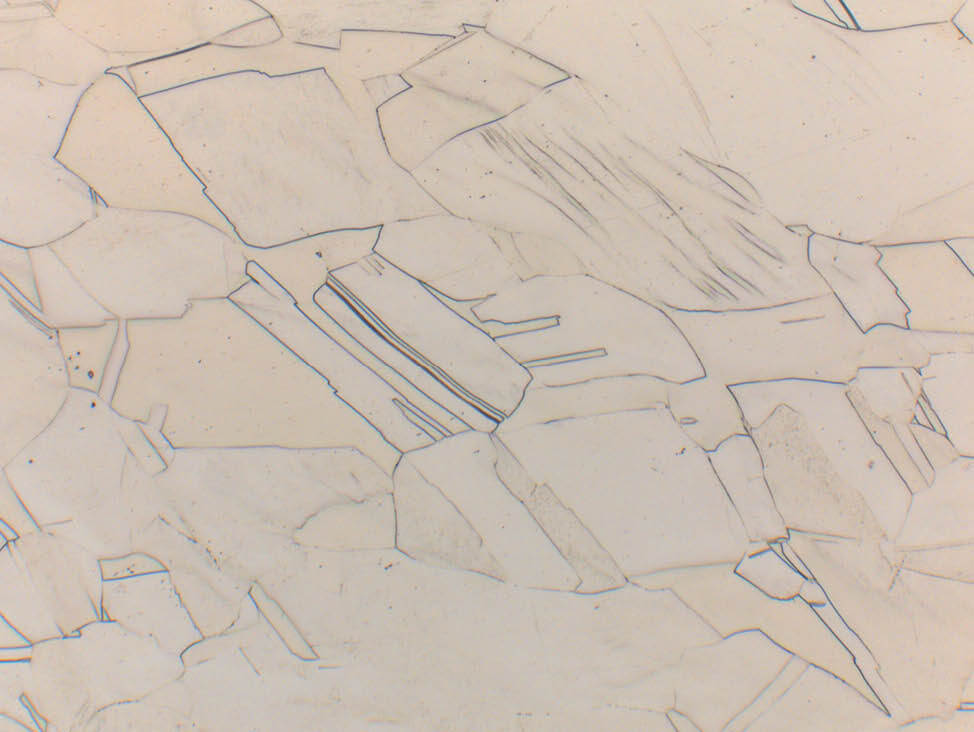
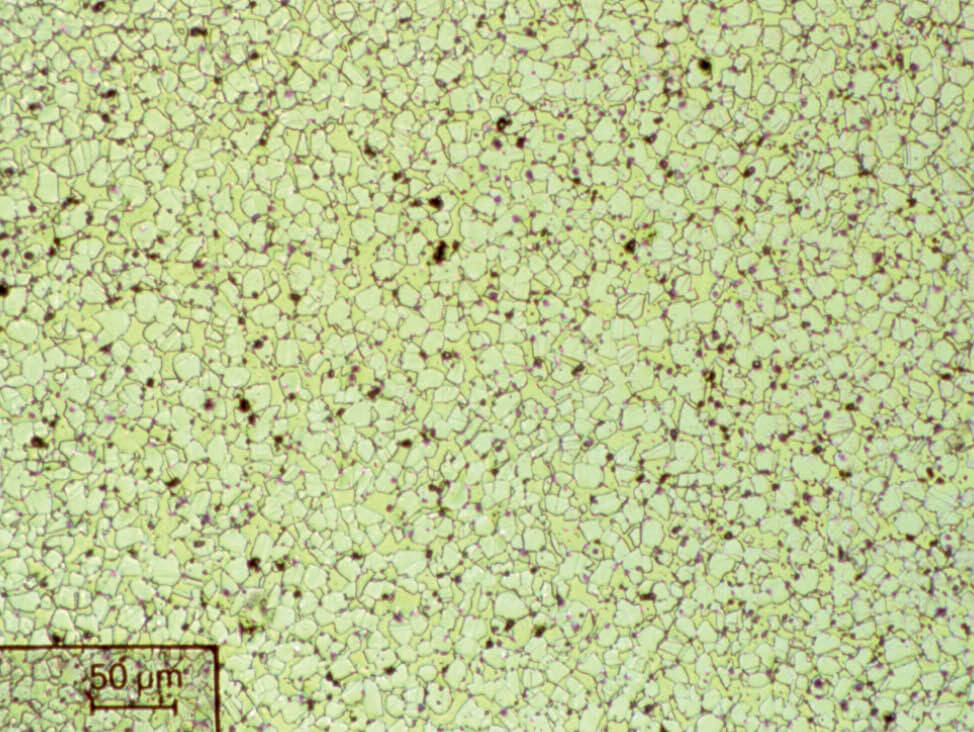
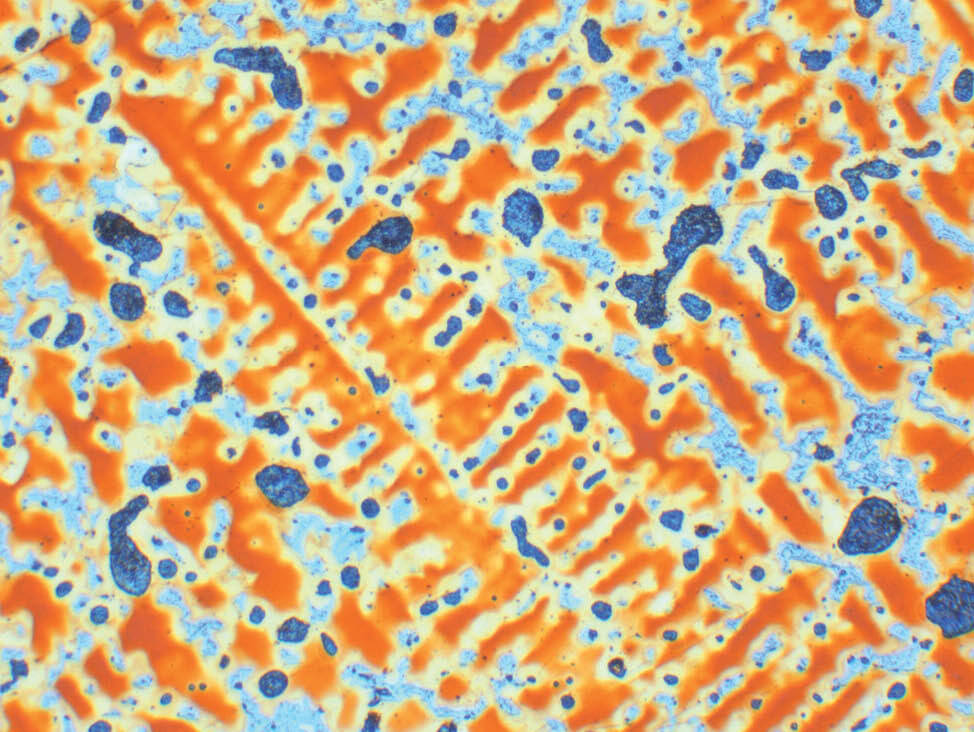
Fig. 6: ottone fuso α-β, attacco secondo Klemm, soluzione solida α chiara in una matrice scura di soluzione β solida, 100x
Bronzo (leghe rame-stagno)
Esistono tre tipi di bronzi: leghe lavorate, leghe fuse e fusioni per campane. A seconda delle proprietà richieste, possono essere aggiunte piccole quantità di zinco, fosforo, piombo, nichel o ferro.
| Esempi di leghe di ottone specifiche e loro proprietà |
| Canna di fucile (Cu-Sn-Zn) |
Buona resistenza alla corrosione; basso coefficiente di attrito |
| Bronzi alluminati (fino all'11% di alluminio) |
Elevata resistenza alle alte temperature; ottima resistenza alla corrosione |
| Bronzo al berillio |
Elevata resistenza e durezza; non produce scintille in caso di urto o collisione con altri metalli |
| Leghe rame-nichel |
Eccellente resistenza alla corrosione |
| Leghe rame-nichel-zinco (alpacca) |
Elevata robustezza; buona resistenza alla corrosione; facile da formare |
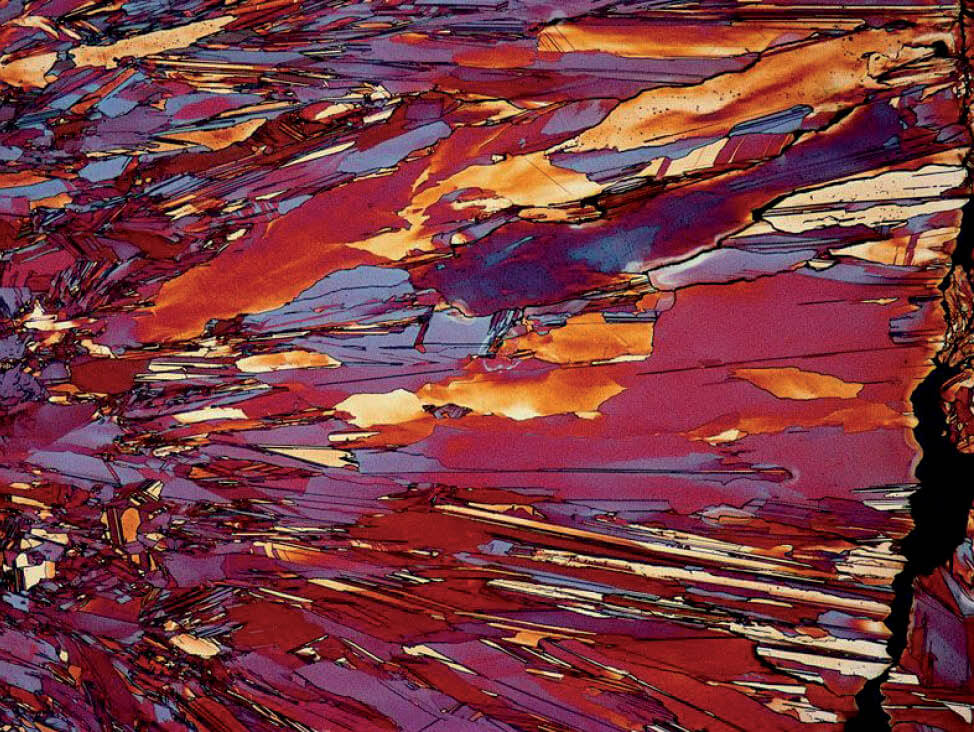
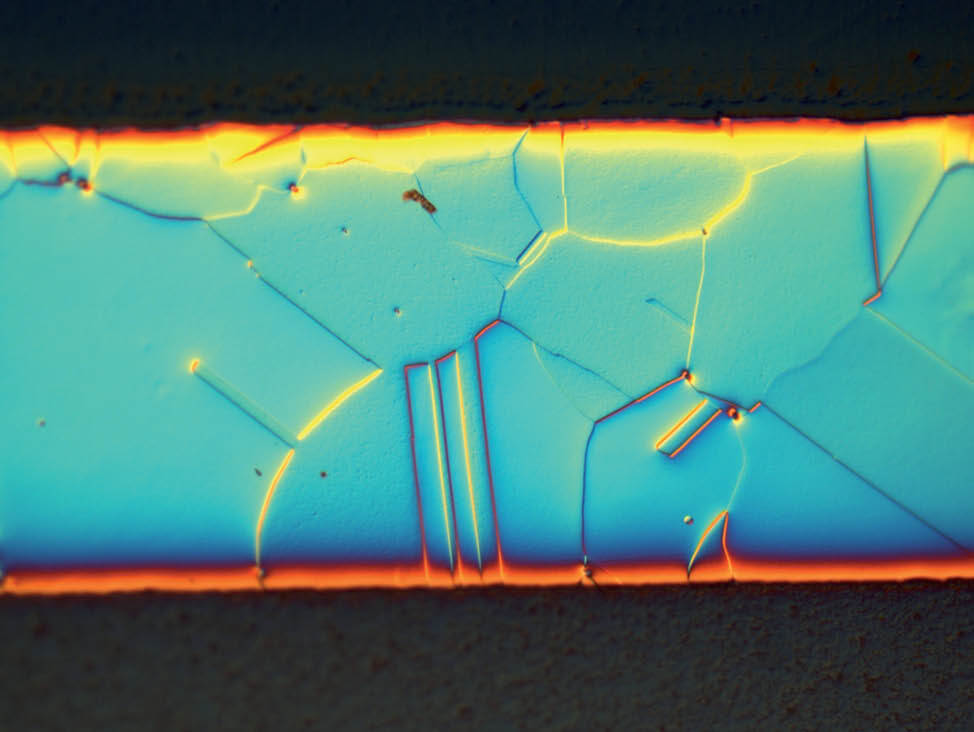
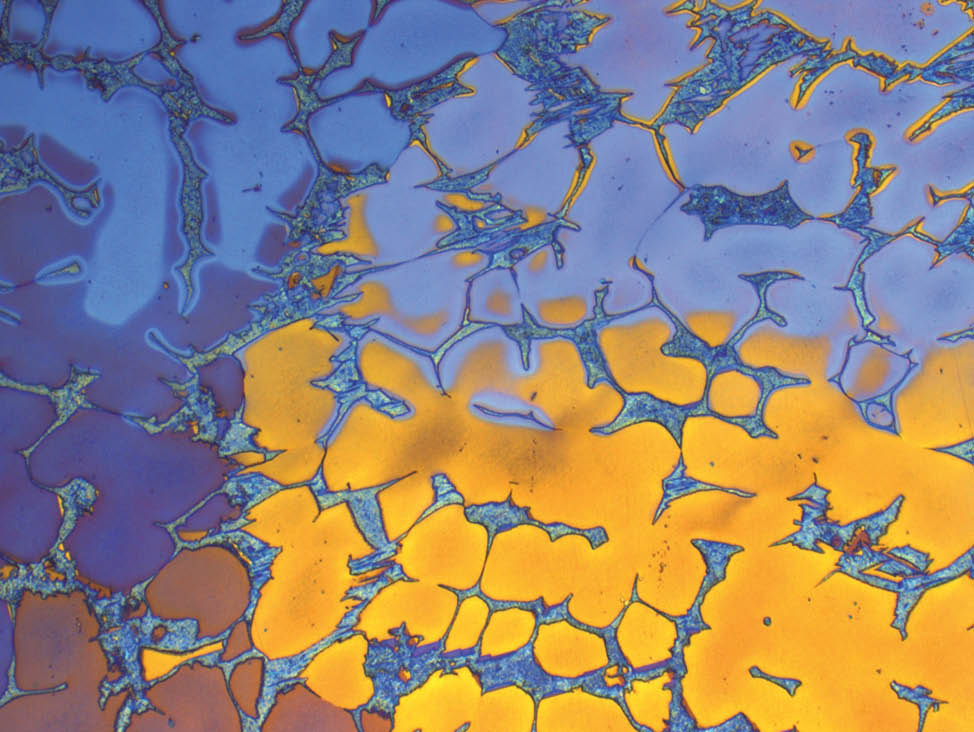 Fig. 7: Bronzo alluminato, attacco a colori secondo Klemm, luce polarizzata, 200x
Fig. 7: Bronzo alluminato, attacco a colori secondo Klemm, luce polarizzata, 200x