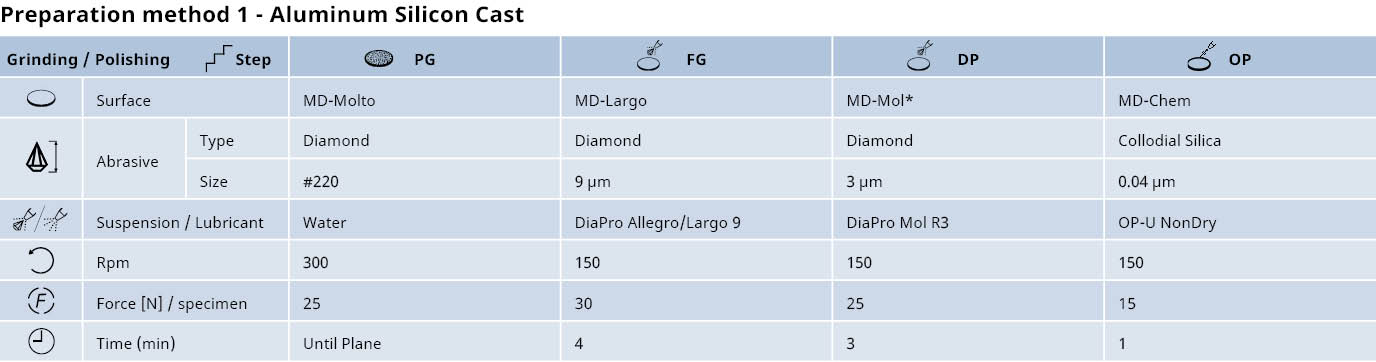
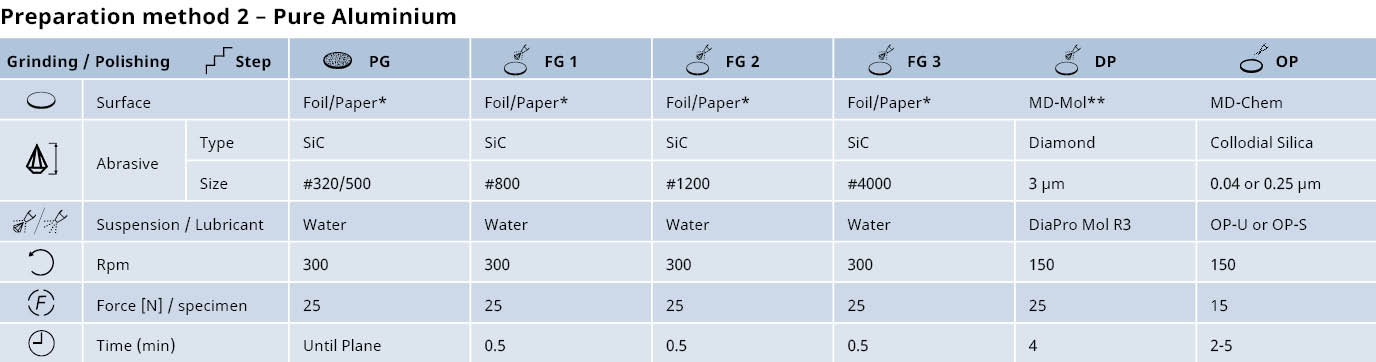
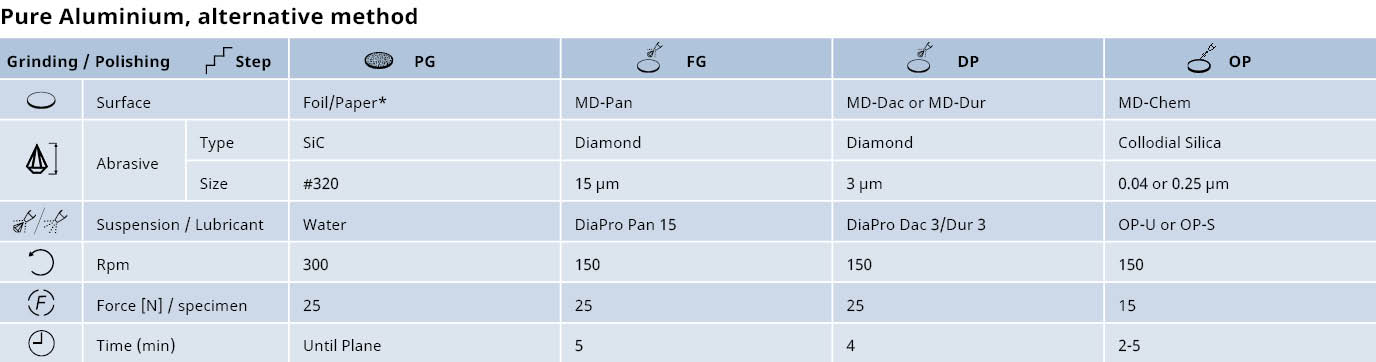
Preparazione dell'alluminio e sue leghe: Prelevigatura meccanica e lucidatura diamantata
Per la lavorazione dell'alluminio e delle sue leghe, si consiglia la prelevigatura meccanica, seguita dalla
lucidatura diamantata. Per molti campioni di alluminio puro e legato è raccomandata anche la
lucidatura elettrolitica.
Prelevigatura meccanica
La spianatura dev'essere eseguita con la grana più fine possibile per evitare eccessive deformazioni meccaniche.
- Considerare la durezza, le dimensioni e il numero di campioni. Tuttavia, anche per grandi campioni di alluminio puro di solito è sufficiente la spianatura con Foglio SiC 500# o Carta.
- I pezzi fusi in leghe di alluminio di grandi dimensioni possono essere prelevigati con SiC 220# o Foglio SiC 320#. È importante utilizzare una forza di prelevigatura bassa per evitare deformazioni profonde e ridurre l'attrito tra il Foglio SiC o la Carta e la superficie del campione.
Lucidatura diamantata
La lucidatura diamantata dev'essere completata finché non sono stati rimossi tutti i graffi profondi della prelevigatura. Se è necessario identificare i componenti solubili in acqua, si consiglia la lucidatura con sospensioni diamantate e lubrificanti senz'acqua.
Lucidatura finale per alluminio puro e leghe di alluminio: La sequenza di lucidatura/verifica
- Iniziare la lucidatura. Dopo 1 minuto di lucidatura con la sospensione OP-U, verificare il campione al microscopio.
- Se necessario, continuare la lucidatura per un altro minuto e ricontrollare il campione.
- Continuare questa sequenza di lucidatura/verifica fino a raggiungere la qualità richiesta.
- Se durante la lucidatura le particelle di diamante vengono pressate nella superficie, possono portare a interpretazioni errate della struttura. Pertanto, la sequenza di lucidatura/verifica potrebbe essere relativamente lunga. Ripetere la sequenza fino a quando non saranno più visibili a occhio nudo le aree luminose e opache sulla superficie del campione.
- Circa 30 secondi prima della fine della lucidatura, versare acqua sul panno di lucidatura per sciacquare il campione e il panno.
- Infine, lavare nuovamente il campione con acqua pulita e asciugarlo.
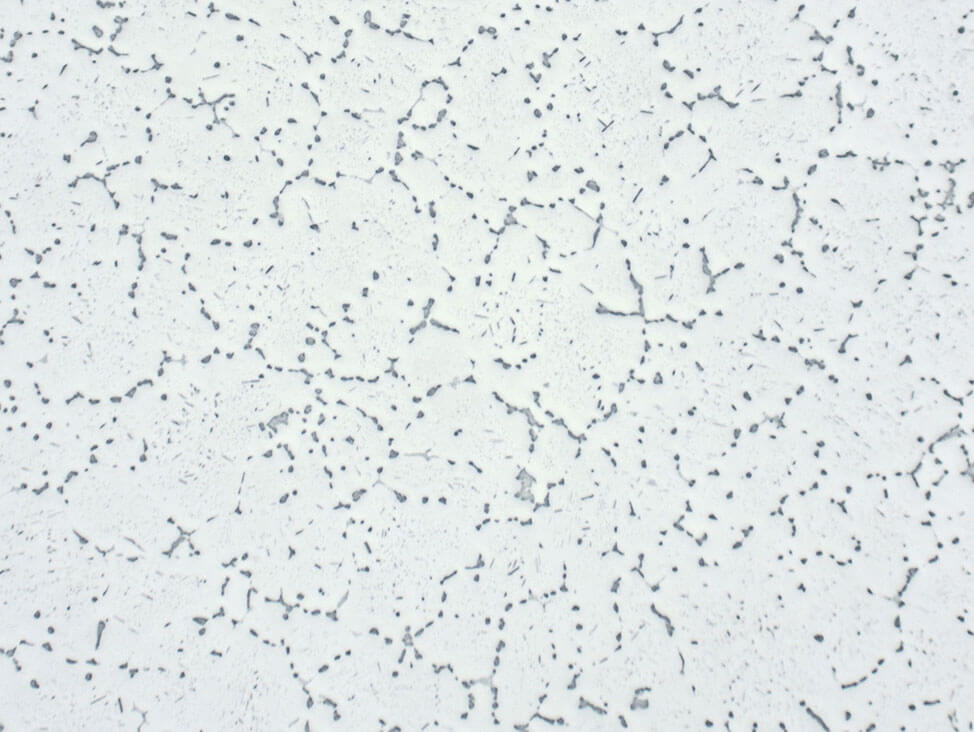
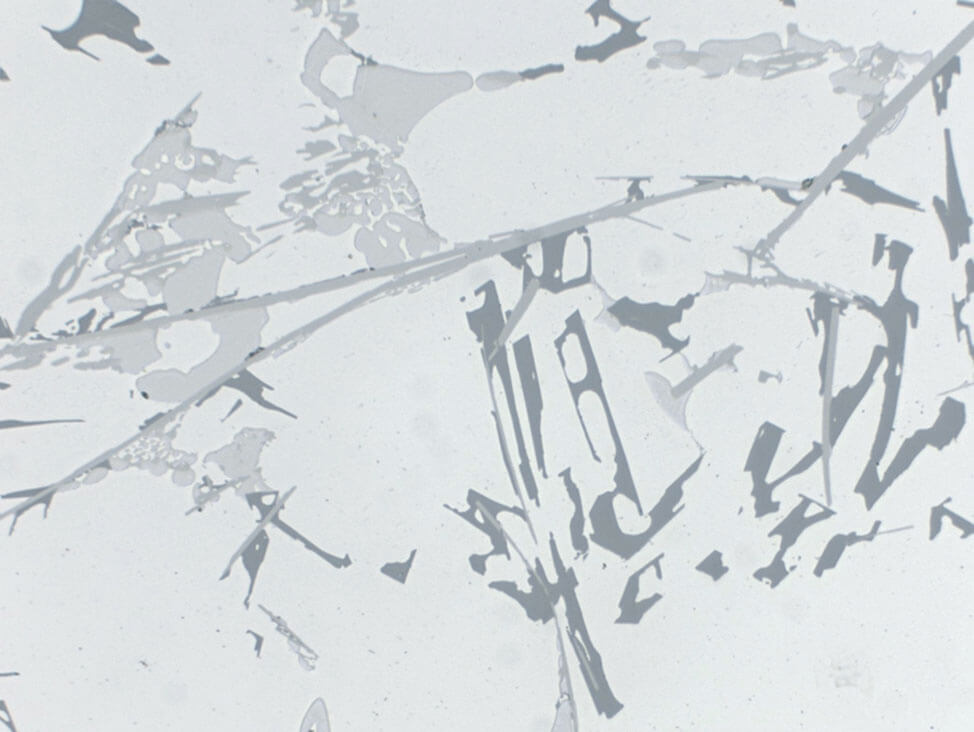
Nota: Una lucidatura troppo prolungata con la sospensione di biossido di silicio OP-S NonDry può causare un marcato rilievo, vedere Fig.11.
*In alternativa, utilizzare MD-Dac
* Per evitare graffi grossolani, il Foglio SiC o la Carta possono essere strofinati con della cera prima della prelevigatura.
** In alternativa, MD-Dac
* Per evitare graffi grossolani, il Foglio SiC o la Carta possono essere strofinati con della cera prima della prelevigatura.'
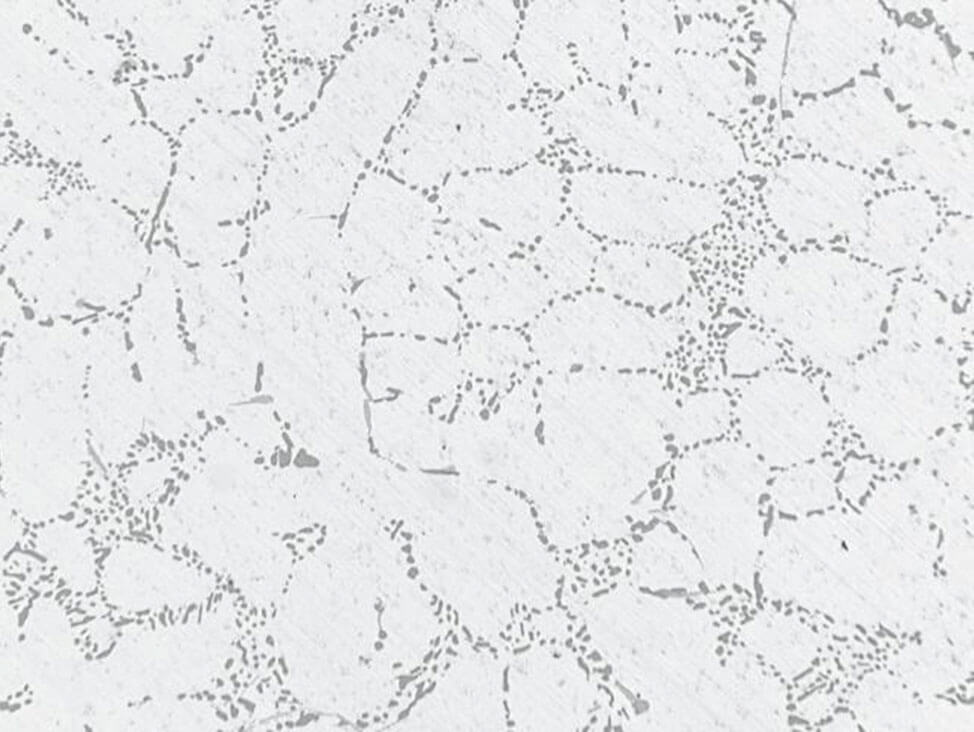
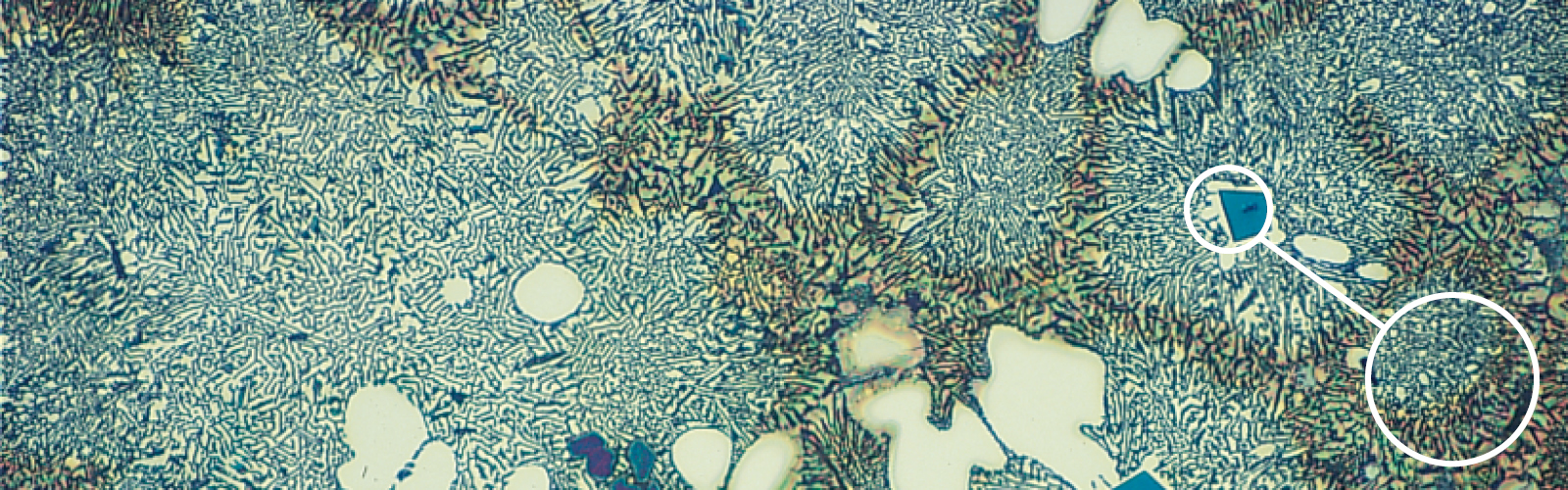
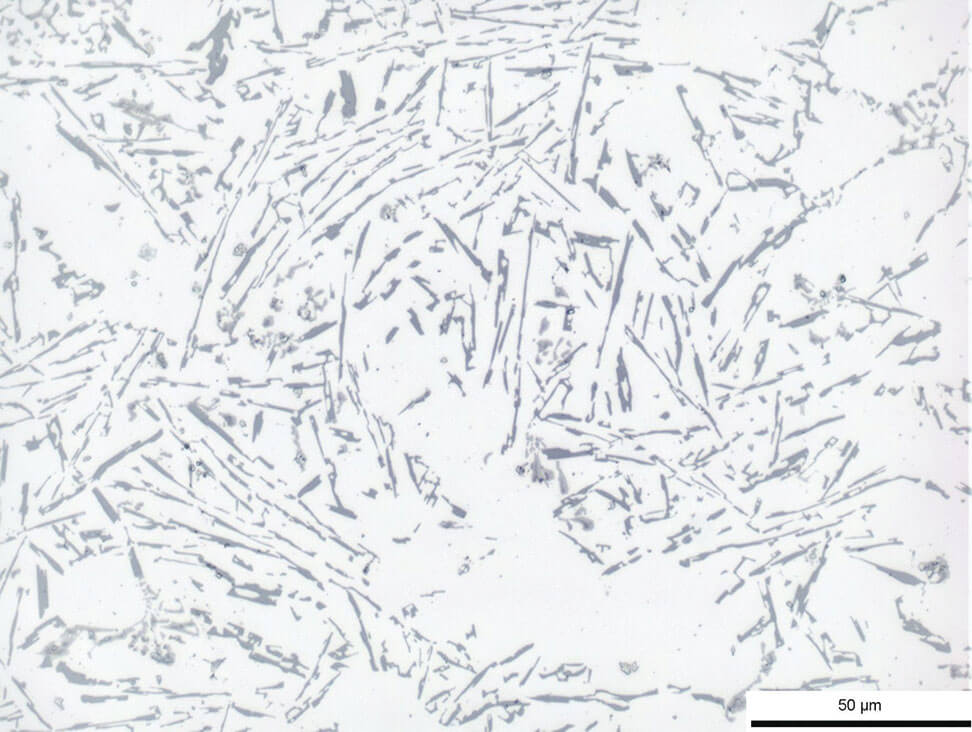
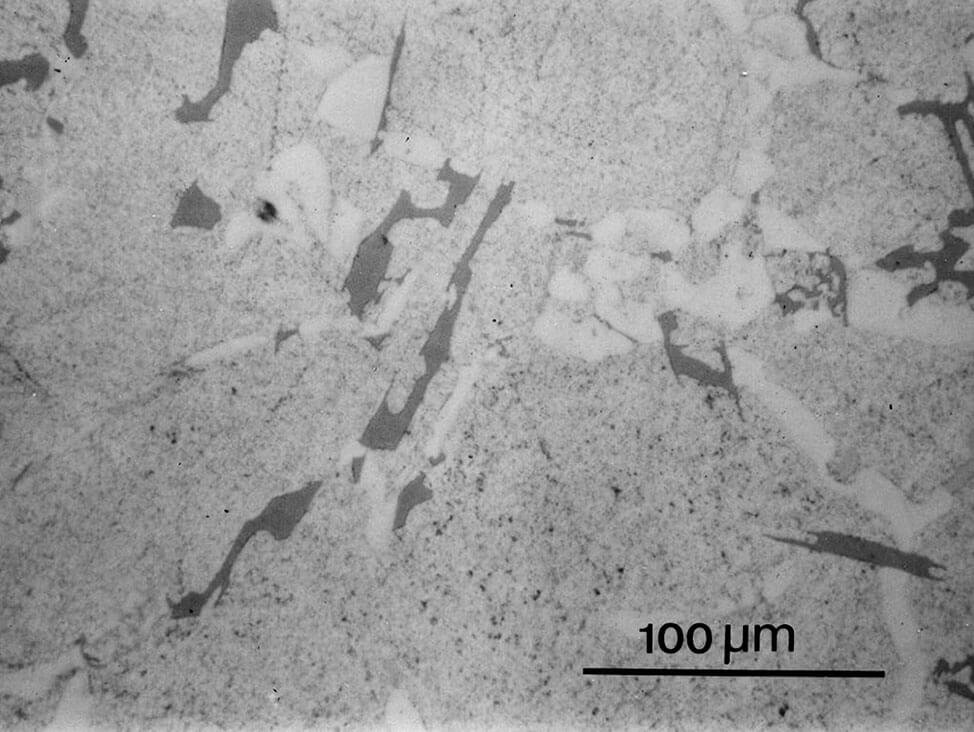
Fig. 9: Fusione di alluminio-silicio, dopo la lucidatura diamantata da 3 μm, sono ancora visibili piccoli graffi, 200x

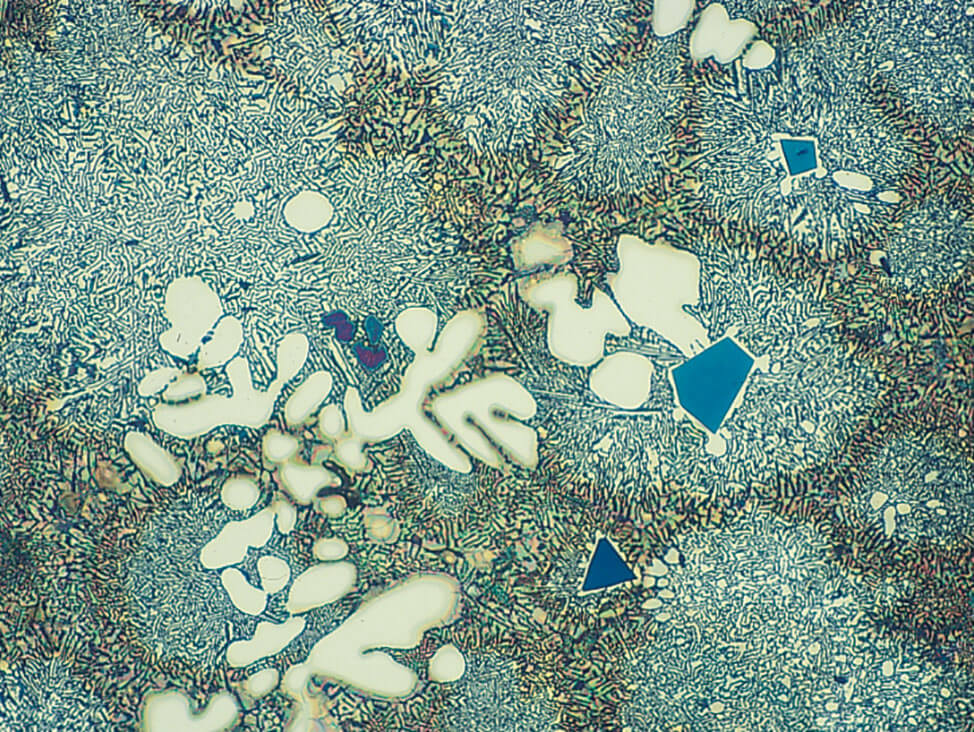
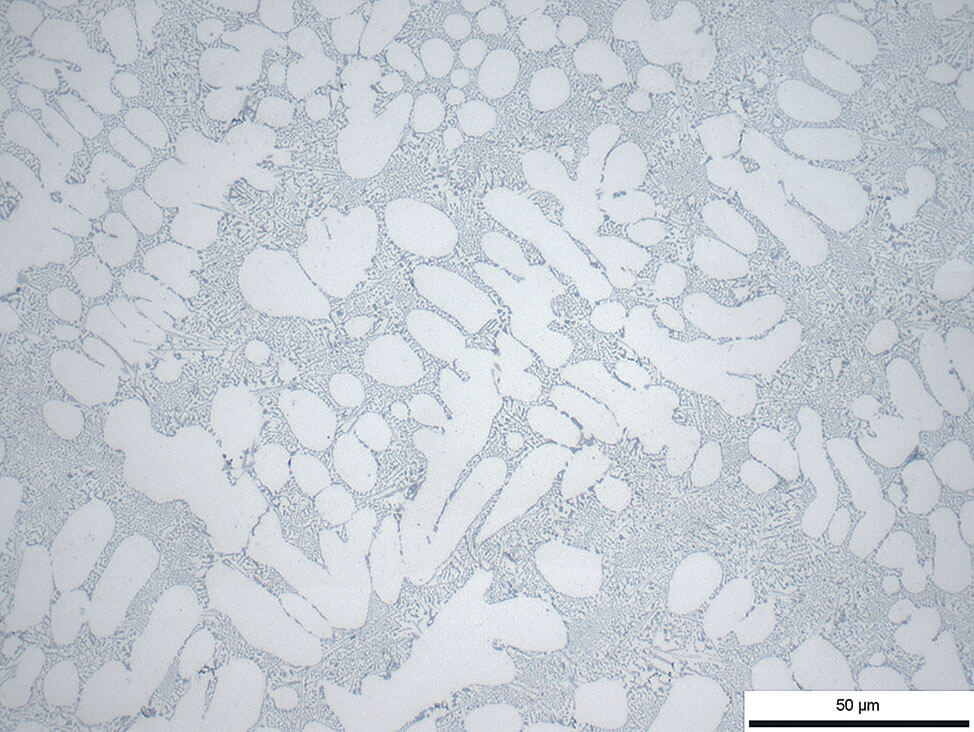
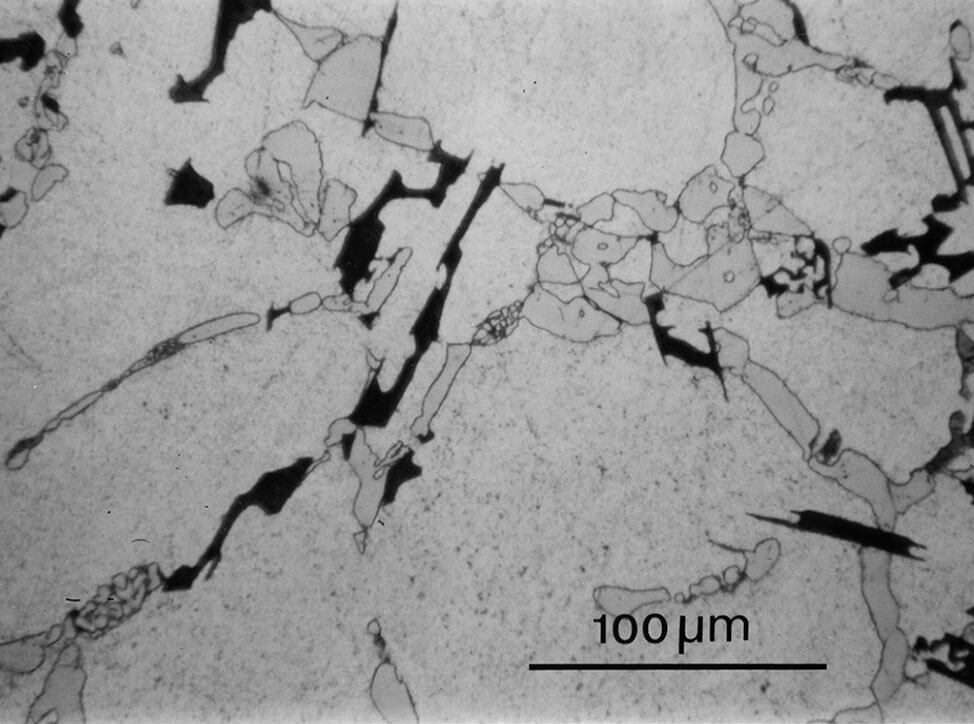
Fig.10: Struttura identica a quella della Fig. 9, ma lucidata finemente con sospensione OP-U. La matrice è ben lucidata e l'eutettico ha un maggiore contrasto, 200x
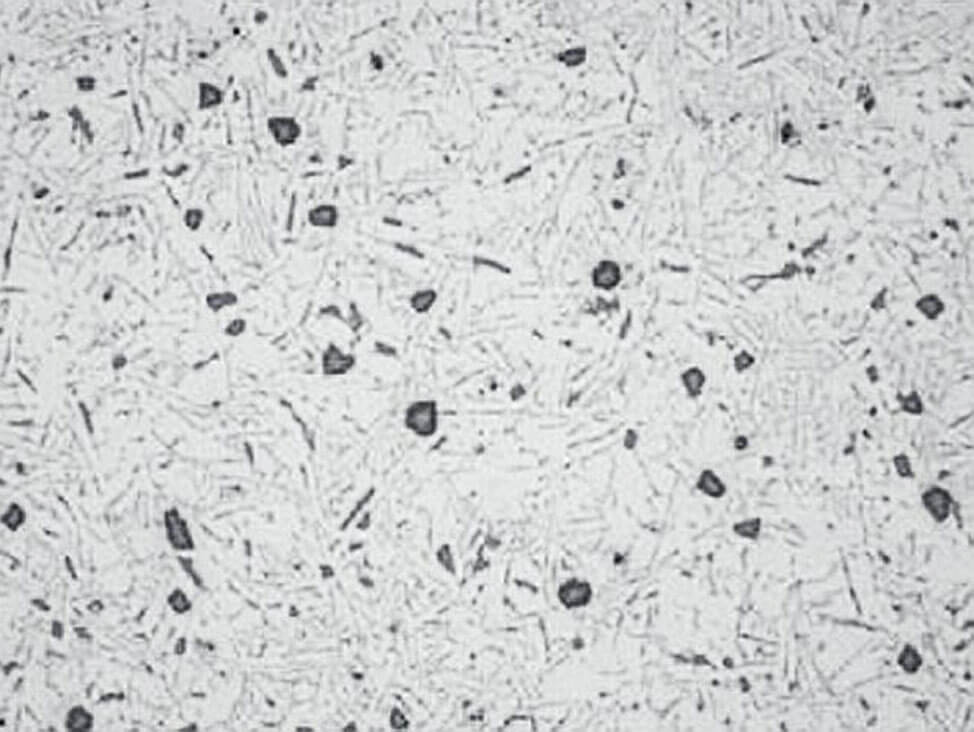
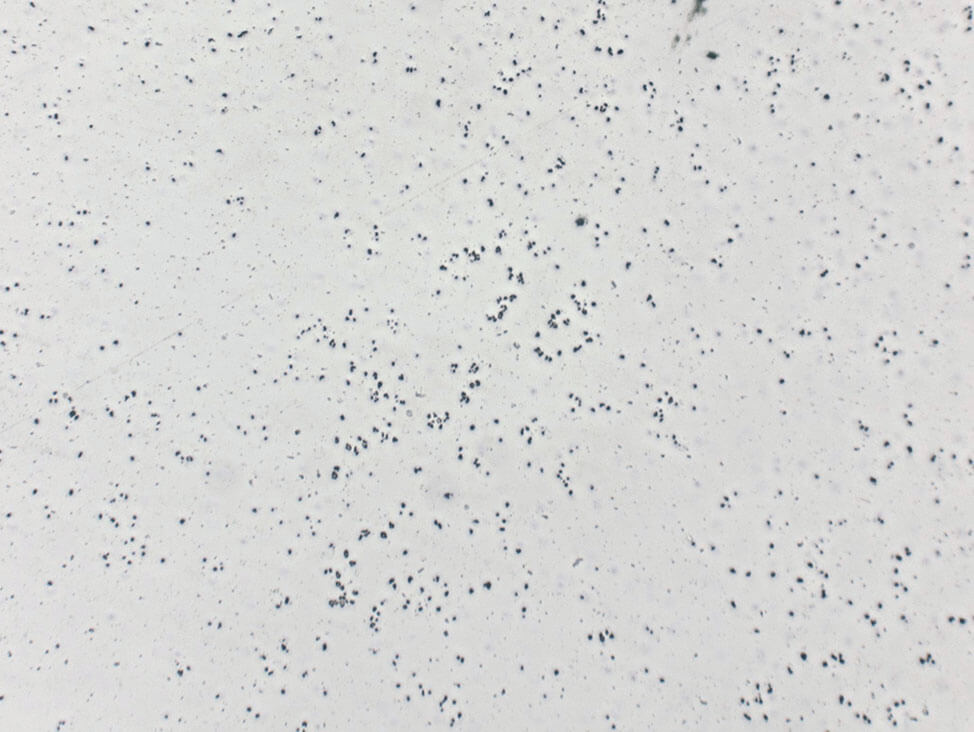
Fig.11: Fusione di alluminio e silicio lucidata troppo a lungo consospensione OP-S, precipitati di silicio in rilievo, 100x
Lucidatura elettrolitica
La lucidatura elettrolitica dell'alluminio lascia una superficie priva di graffi e viene spesso utilizzata nel controllo qualità, in quanto fornisce risultati rapidi e riproducibili. Tuttavia, non è consigliabile per molti campioni di leghe fuse, a causa delle numerose e differenti fasi di lavorazione.
Alluminio puro e leghe lavorate La lucidatura elettrolitica è particolarmente indicata per l'alluminio puro e legato.
- Per la determinazione di routine della granulometria a 100x, è sufficiente la prelevigatura con Foglio Sic 1000#.
- Le superfici laminate o trafilate non necessitano di alcuna prelevigatura o lucidatura.
- Per l'alluminio puro e per l'esame preciso delle forme dei grani, il campione dev'essere prelevigato finemente fino a 2000# e a volte anche a 4000# prima della lucidatura elettrolitica.
Se dopo la lucidatura si anodizza il campione con il reagente di Barker, si otterrà un contrasto cromatico particolarmente adatto alla valutazione delle granulometrie. Per ottenere l'effetto cromatico, osservare il campione sotto luce polarizzata con piastra colorata sensibile a λ1⁄4.
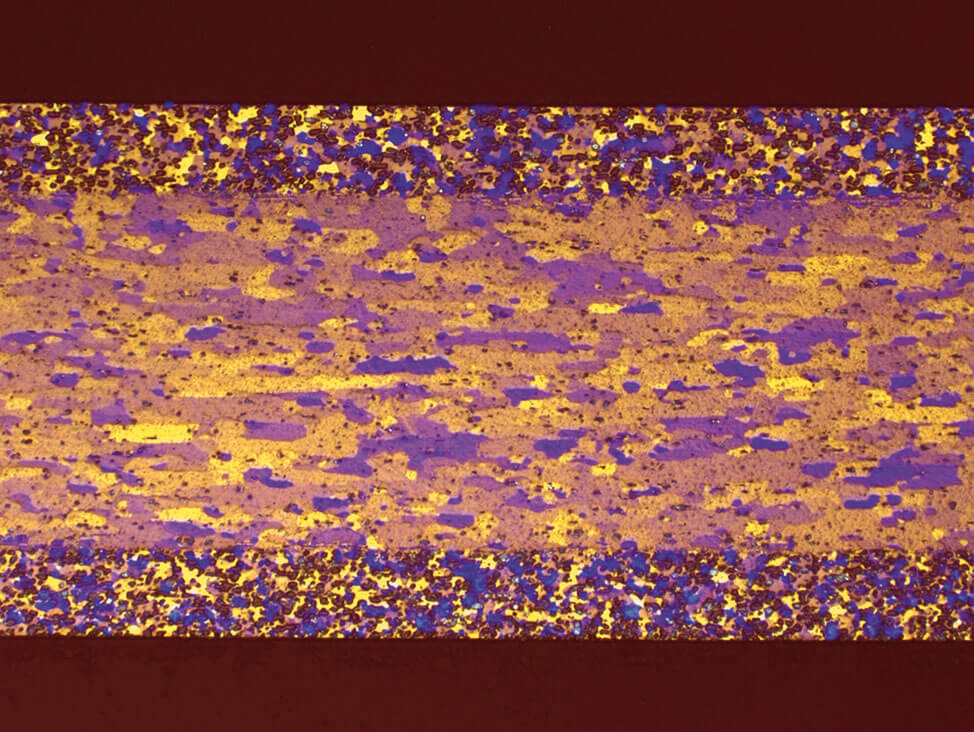
Fig.12: Piastra placcata, anodizzata, le aree dei grani sono visibili chiaramente e adatte per l'analisi automatica dell'immagine, luce polarizzata con piastra λ1⁄4, 100x
Scoprite i parametri per la lucidatura elettrolitica dell'alluminio nella nostra nota applicativaqui.

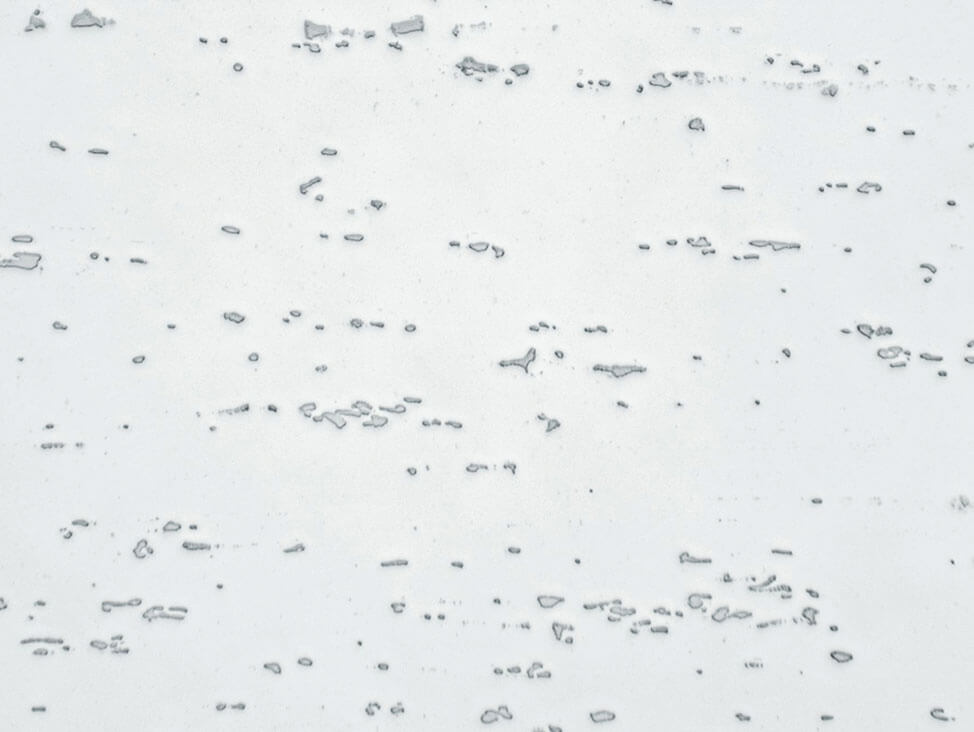
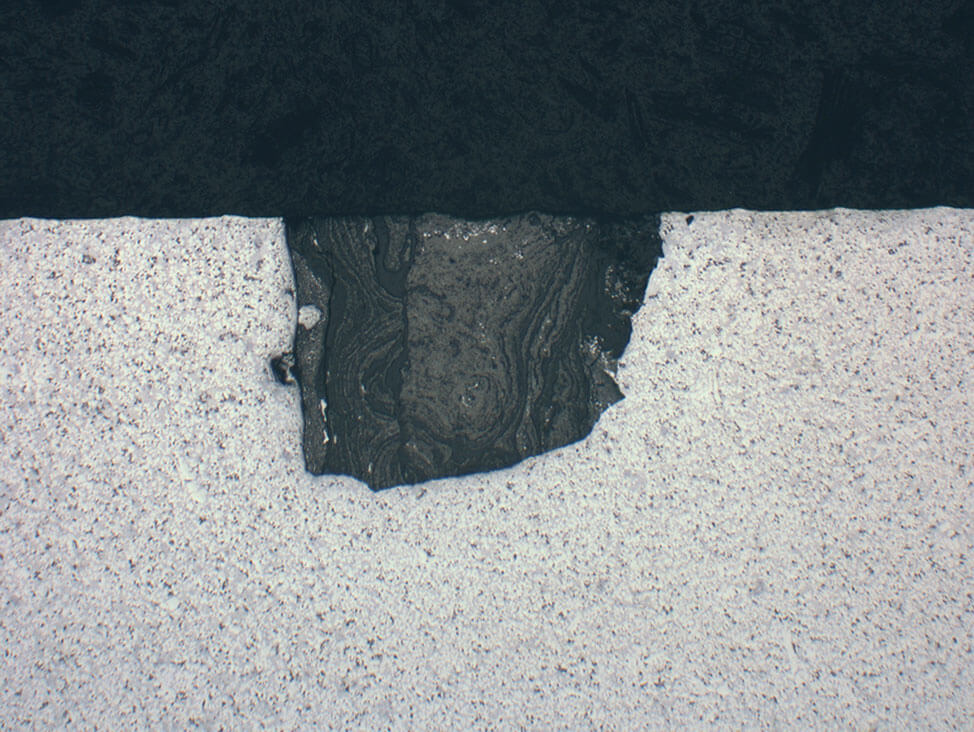
Fig.13: Pezzo in alluminio stampato, macro attacco, rivelazione di precipitati primari ed eterogenei