鋳鉄試料作製
このガイドは、鋳鉄の金属組織学的試料作製の一助となるでしょう。鋳鉄の金属組織学試料作製における主要な課題は、薄片、団塊、焼戻しされた各形態における黒鉛の実際の形状、サイズを保持することです。炭素はねずみ鋳鉄中では黒鉛として、白鋳鉄中では炭化鉄と合金炭化物の形態で存在しています。
黒鉛の形態は鋳鉄の機械的特性に大きく影響するため、ねずみ鋳鉄の金属組織学品質管理は鋳鉄生産工程に不可欠な一部となっています。
鋳鉄に対する金属組織学品質管理工程
- 標準的基準比較表と画像分析を使用して、エッチングされていない研磨済みの試料上で黒鉛のサイズ、分布が評価されます。
- 仕様に応じて、試料をエッチングして基材構造を検査します。
黒鉛は 2 次元であると認識されていても、実際には 3 次元であるという興味深い事実があります。
黒鉛を元の形状とサイズに保つには?
試料作製で良くある間違いは、研磨でスミアリングされた基材金属が十分に除去されなかったため、黒鉛の実際の形状とサイズが曖昧になる可能性です。このことは、特に変形と引っかき疵が発生しやすいフェライトとオーステナイトの各鋳鉄で一般的です。この問題に対処するには、徹底的なダイヤモンド研磨と最終仕上げ研磨が不可欠です。100 倍以上の倍率を使用して炭素が完全に保持されていることを示す検証。
きれいに磨かれた黒鉛は黒ではなく灰色であることをご存知ですか?図1 をご確認ください。
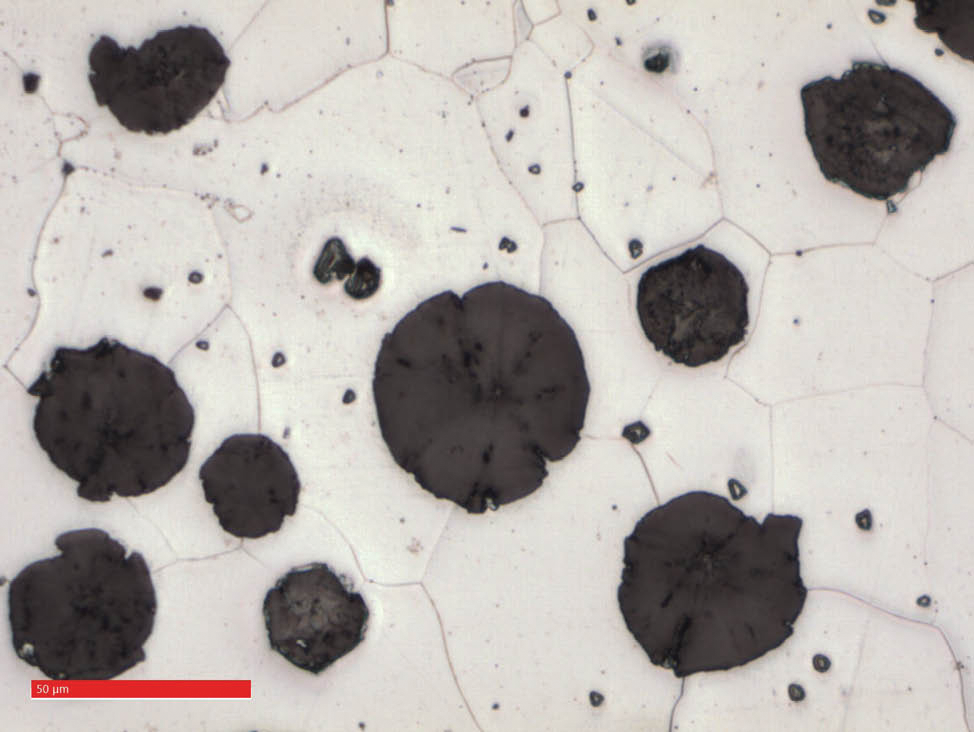 図1: 下の画像に示されるように、ナイタールでエッチングされた球状黒鉛付きフェライト鋳鉄を低倍率で見ると黒く見えます。
図1: 下の画像に示されるように、ナイタールでエッチングされた球状黒鉛付きフェライト鋳鉄を低倍率で見ると黒く見えます。 その炭素は球状黒鉛として主に存在しています。ねずみ鋳鉄と比較した場合、球状黒鉛は強度の改善につながりますが、材料の硬さは純粋なフェライト母材内のセメンタイトの不足を原因としてより低くなります。
ZEISS Smartzoom 5で撮影された画像、約500倍の拡大率
金属組織観察が鋳造ライン品質システムの一部であり、時間的な制約がある場合、黒鉛を含む鋳鉄の試料作製に関する課題は、ますます困難になることがあります。これらの課題を理解し克服することで、鋳造所は一貫した結果を得ることができます。
鋳鉄ソリューション:
- 切断段階 - 立方晶窒化ほう素ホイールが推奨され、より大きな断面を切断する場合は、手動よりも自動プロセスが効率的です。
- 埋込み - 多くの場合、鋳造所では埋込みされていない試料を使用します。また、試料ホルダーを使用すると、研磨と琢磨の段階で試料をボルトで固定し、一度に最大 6 つの試料を作製できます。
- 研磨と琢磨工程 - ダイヤモンド研磨作業面を用い、硬い研磨作業面で徹底的なダイヤモンド琢磨を実施し、最後に酸化物研磨作業工程に入ります。
 図2 ダイヤモンド作業面を使用した精研磨で作製されたねずみ鋳鉄は、試料作製方法を合理化することで得られる良好な縁ダレを示しています。
図2 ダイヤモンド作業面を使用した精研磨で作製されたねずみ鋳鉄は、試料作製方法を合理化することで得られる良好な縁ダレを示しています。
鋳鉄試料の研磨と琢磨
変形を減らすために適切な作業面を選択します。
- 硬質白鋳鉄および オーステンパ球状黒鉛鋳鉄 (ADI) Struers は、MD-Piano 220 などのダイヤモンド作業面、およびダイヤモンド MD-Allegro による精研磨の使用を推奨します。
- フェライト、オーステナイト、パーライトの基材を含む軟質及び中程度に硬質な鋳鉄は、炭化ケイ素のフォイル/ペーパーで平面研磨し、 MD-Largo で精研磨する必要があります。
- 琢磨中に腐食する傾向のある鋳鉄の場合、無水ダイヤモンド懸濁液Aおよび黄色の潤滑剤を使用することを推奨します。
Struers の白鋳鉄の 4 段階方法では、Struersの MD 作業面を使用します。軟質相でのスミアリングや脆性相でのチッピングがない均一な材料除去を保証します。
作業工程 1 - MD-Piano 220、
作業工程 2 - DiaPro Allegro/Largo 9 と組み合わせた MD-Allegro による精研磨ステップ。
作業工程 3 - DiaPro 3 付き MD-Dac
作業工程 4 - MD-Nap DiaPro Nap B1
最初の作業工程後、精研磨と琢磨は 10 分以内に完了する必要があります。テクニックに時間がかかる場合は、一貫性のある結果を迅速に得るために上記の推奨方法をお試しください。すべての琢磨時間と力の詳細をご覧ください。
黒鉛を含んだ鋳鉄は、3 作業工程で 11 分で作製できますが、多くのラボ技術者は最後に 1 分間 OP-Chem 作業工程を加えることを好みます。
鋳鉄に関するより包括的な情報を見る