電解的準備について
早くて効率的な方法。
電解的準備は変形のない表面を提供する金属組織学的準備のための迅速で効率的な手法を指します。一方、機械的研削や研磨では表面に薄い変形層が形成される傾向があります。
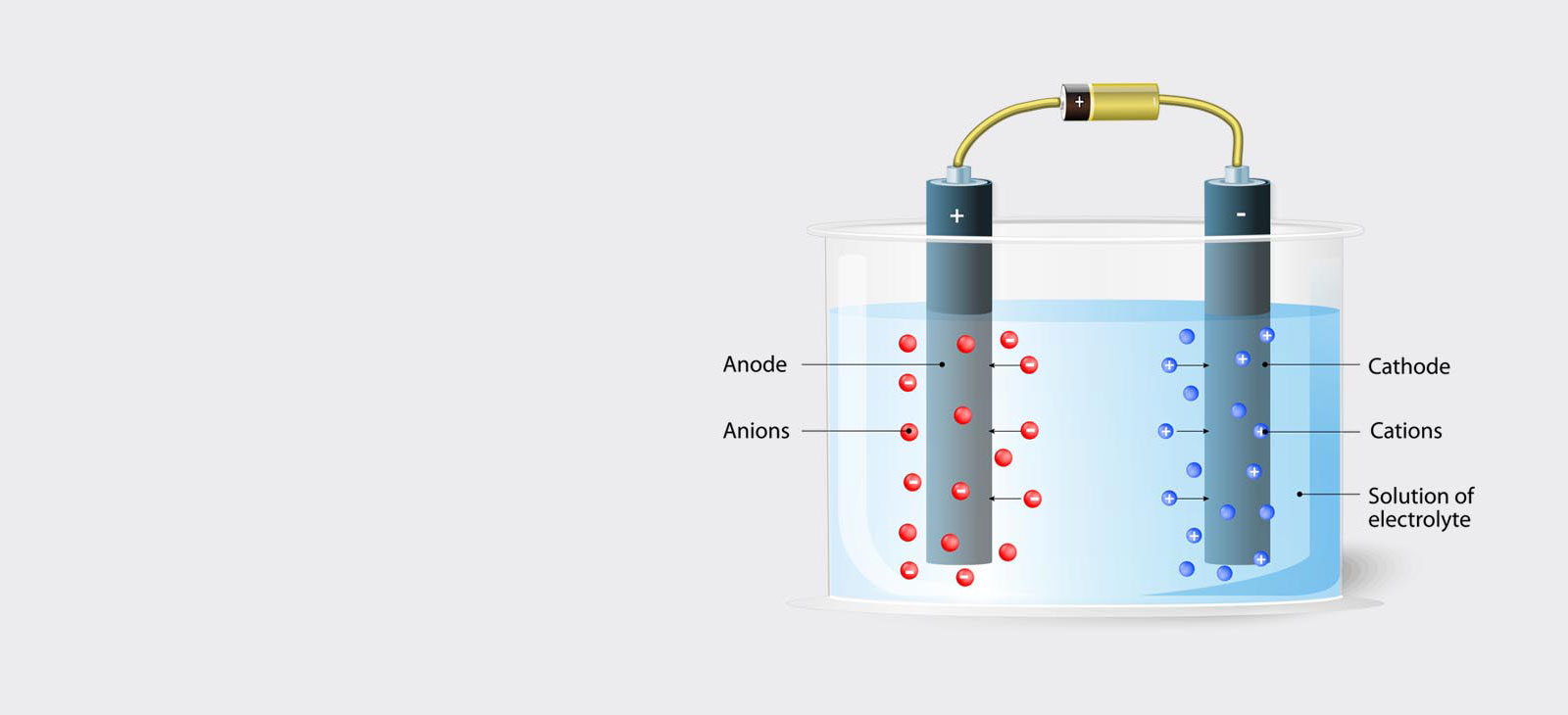
電解研磨装置を使用すると、試料が適切な電解液内で陽極として構成され、試料表面の溶解具合を制御することで材料が除去されます。電解研磨後に、電解エッチング工程を経て試料の微細構造にあるコントラストを強調できます。
電解的準備は変形のない表面を提供する金属組織学的準備のための迅速で効率的な手法を指します。一方、機械的研削や研磨では表面に薄い変形層が形成される傾向があります。
電解研磨装置を使用すると、試料が適切な電解液内で陽極として構成され、試料表面の溶解具合を制御することで材料が除去されます。電解研磨後に、電解エッチング工程を経て試料の微細構造にあるコントラストを強調できます。
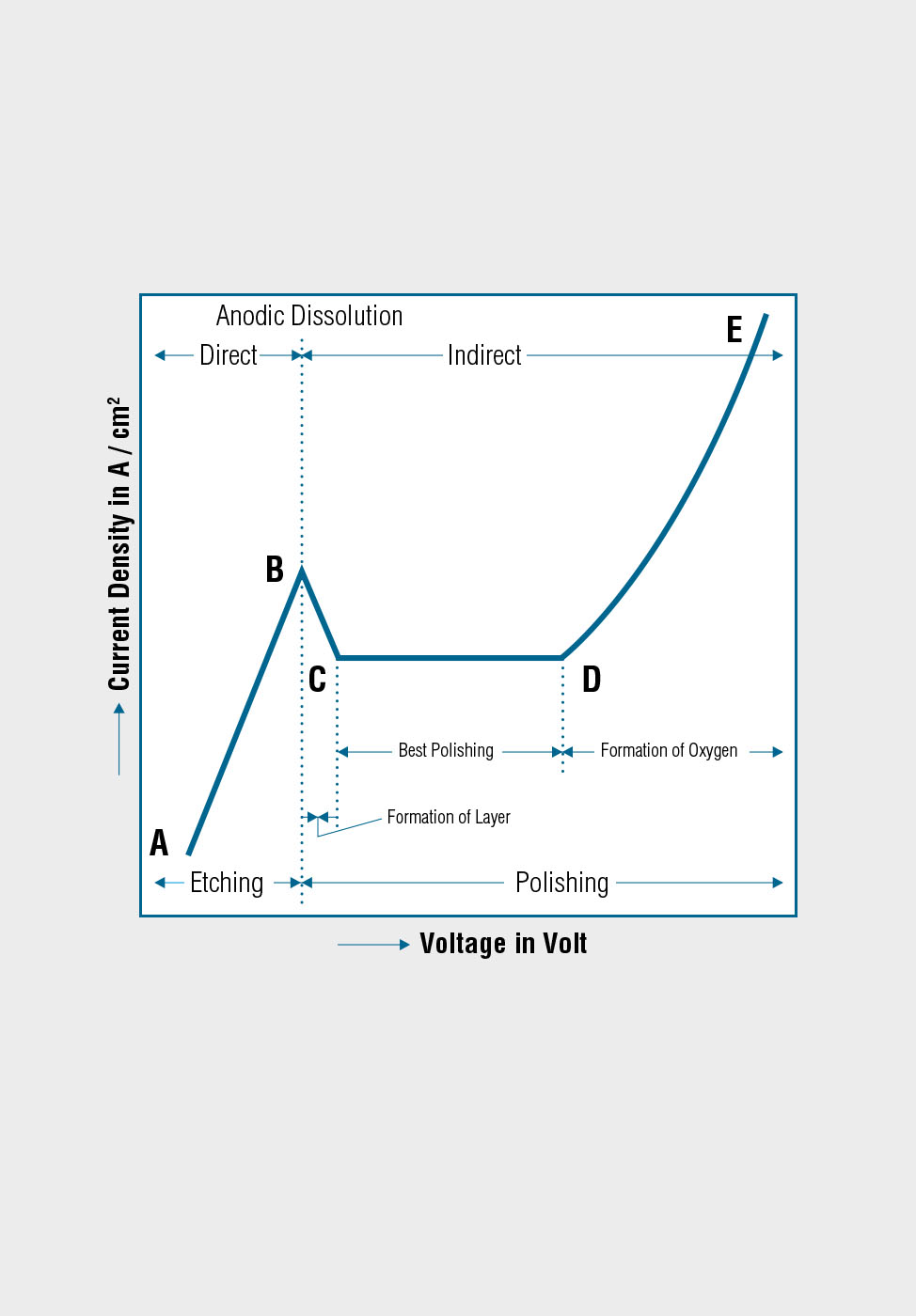
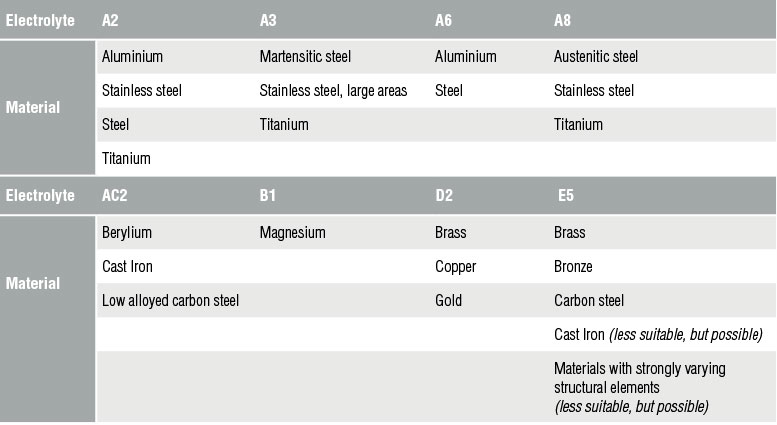
電解的準備を行うためには、適切な方法を選択する必要があります。Struers装置には異なる材料のために10種類の標準的な方法が含まれています。これらの標準的な方法が材料に合わない場合、電解液の選択一覧から適切な電解液を選択できます。目的に合った適切な電解液を選択したら、研磨電圧を決定する必要があります。研磨電圧の決定は、電解的準備装置に内蔵されたスキャン機能を使用して行われます。
研磨テーブル上に試料を配置した後、現在の電流密度カーブを決定するために事前設定された電圧範囲がスキャンされます。このカーブは研磨工程または薄片作成工程の適切な研磨電圧を設定するために使用されます。決定する必要のあるその他のパラメータは、研磨時間と流量です。適切な適用設定が決定されると、それらの設定をデータベースに保存し、以降の研磨作業で呼び出すことができます。
電解液の処理の際には安全性がキーワードになります。全ての使用者は関連する安全対策を完全に理解しなければなりません。
幾つかの材料は一種類以上の電解液を使用して研磨/エッチングできます。
電解液の適切な選択内容は材料の組成、観察対象によって異なります。
e-shopで消耗品を見る。


