Préparation d’échantillons de fonte
Ce guide vous permettra d'améliorer votre préparation métallographique spécifiquement pour la fonte. La principale difficulté de la préparation métallographique de la fonte est la préservation de la forme et la taille réelles du graphite sous sa forme lamellaire, nodulaire ou de trempe. Dans les fontes grises, le carbone est présent sous forme de graphite ; dans la fonte blanche, il est présent sous forme de carbure de fer et de carbures d’alliage.
Dans la mesure où la forme du graphite a une influence majeure sur les propriétés mécaniques de la fonte, le contrôle métallographique de la qualité de la fonte grise fait partie intégrante du processus de production de la fonte.
Le procédé métallographique de contrôle de la qualité de la fonte comprend :
- L'évaluation de la taille et de la répartition du graphite sur des échantillons non attaqués et polis à l’aide de tableaux de référence standard ou de l’analyse d’images.
- L'attaque des échantillons pour examiner la structure de la matrice, en fonction des spécifications.
Un fait intéressant est que le graphite est en fait tridimensionnel, même s’il est perçu comme bidimensionnel.
Comment conserver le graphite dans sa forme et sa taille d’origine ?
Une erreur courante durant la préparation est l’enlèvement insuffisant du métal flué de la matrice après le prépolissage, qui peut alors dissimuler la forme et la taille réelles du graphite. Cette erreur est particulièrement fréquente dans les fontes ferritiques et austénitiques, qui sont sujettes à la déformation et aux rayures. Pour y remédier, un polissage diamanté minutieux et un polissage final sont essentiels. La vérification permettant de confirmer que le carbone est entièrement préservé en utilisant un grossissement supérieur à 100x.
Saviez-vous que le graphite correctement poli est gris et non noir ? Voir Figure 1.
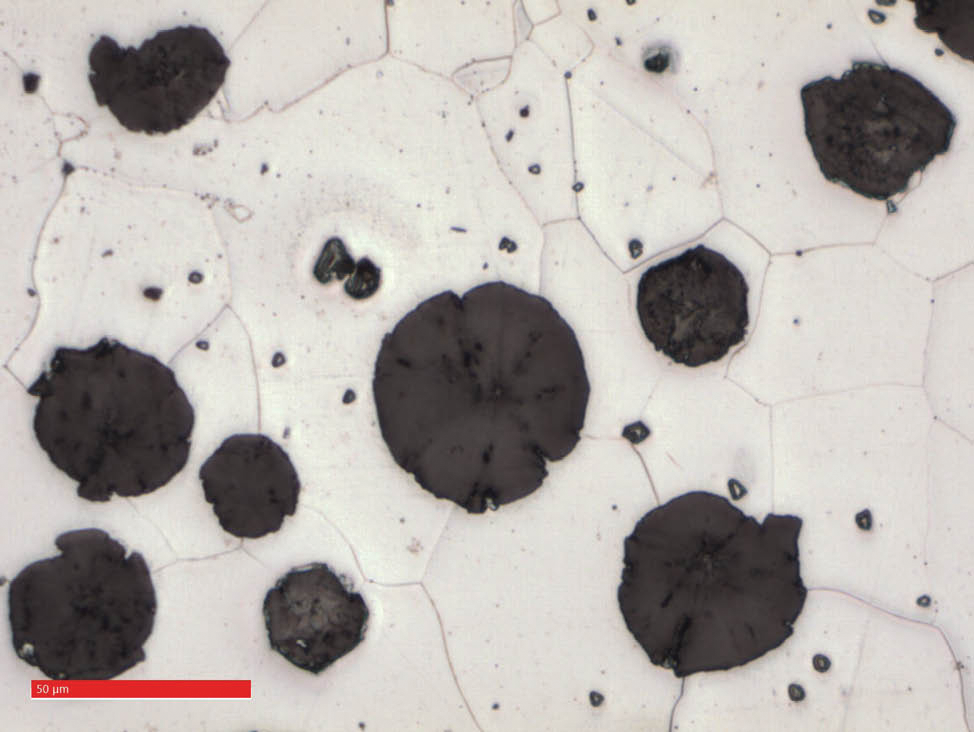 Fig. 1. Il paraît noir lorsqu’il est observé avec un grossissement inférieur, comme le montre l'image ci-dessous, d'une fonte ferritique à graphite sphéroïdal, attaque avec du Nital.
Fig. 1. Il paraît noir lorsqu’il est observé avec un grossissement inférieur, comme le montre l'image ci-dessous, d'une fonte ferritique à graphite sphéroïdal, attaque avec du Nital. Le carbone est principalement présent sous forme de graphite sous forme sphérique. La forme sphérique produit une résistance supérieure à celle de la fonte lamellaire ; cependant, la dureté du matériau est moindre, en raison de l’absence de cémentite dans la matrice purement ferritique.
Image réalisée avec Zeiss Smartzoom 5, grossissement d’environ 500x.
Les défis liés à la préparation de fontes à graphite peuvent s’amplifier dans les situations où la métallographie fait partie intégrante du système de qualité de la ligne de moulage avec des contraintes de temps. Comprendre et surmonter ces difficultés aidera votre fonderie à obtenir des résultats homogènes.
Solution pour la fonte :
- Étape de tronçonnage – Il est recommandé d'utiliser une meule au nitrure de bore cubique, et si vous tronçonnez de plus grandes sections, un processus automatique est plus efficace qu’un processus manuel.
- Enrobage – Souvent, les fonderies utilisent des échantillons non enrobés, et avec un porte-échantillons, vous pouvez boulonner vos échantillons pour les étapes de prépolissage et de polissage, en préparant jusqu’à 6 échantillons à la fois.
- Étapes de prépolissage et de polissage – Utilisez un support de prépolissage diamanté et procédez à un polissage diamanté complet à l’aide de supports de polissage durs et incluez une étape de polissage final aux oxydes.
 Fig 2. La fonte grise préparée par prépolissage fin à l’aide d’un support diamanté offre une bonne netteté des bords qui peut être obtenue en rationalisant les méthodes de préparation.
Fig 2. La fonte grise préparée par prépolissage fin à l’aide d’un support diamanté offre une bonne netteté des bords qui peut être obtenue en rationalisant les méthodes de préparation.
Prépolissage et polissage d’échantillons de fonte
Choisissez le bon support pour réduire la déformation :
- Pour les fontes blanches dures et les fontes ADI, Struers recommande d’utiliser un support diamanté tel que MD-Piano 220 ainsi qu’un support diamanté MD-Allegro.
- Les fontes tendres et mi-dures à matrice ferritique, austénitique ou perlitique doivent subir un polissage plan avec une feuille/papier de carbure de silicium, puis un polissage fin diamanté avec MD-Largo.
- Pour les fontes qui ont tendance à se corroder pendant le polissage, il est recommandé d’utiliser une suspension diamantée sans eau, A, et un lubrifiant jaune.
La méthode en 4 étapes de Struers pour les fontes blanches utilise les supports MD de Struers, ce qui garantit en outre un enlèvement de matière uniforme sans beurrage des phases tendres ni écaillage des phases friables.
Étape 1 – MD-Piano 220,
Étape 2 – l’étape de prépolissage fin avec MD-Allegro combiné à DiaPro Allegro/Largo 9.
Étape 3 – MD-Dac avec DiaPro 3
Étape 4 – MD-Nap DiaPro Nap B1.
Après la première étape, le prépolissage fin et le polissage doivent être terminés en 10 minutes. Si vos techniques prennent plus de temps, essayez les méthodes recommandées ci-dessus pour obtenir des résultats plus rapides et homogènes, consultez tous les temps de polissage et les informations relatives à la force.
Les fontes à graphite peuvent être préparées en 3 étapes et en 11 minutes, bien que de nombreux techniciens de laboratoire préfèrent ajouter une étape OP-Chem pendant une minute à la fin.
Découvrez plus d’informations sur la fonte