Precalentamiento
En el caso de tratarse de muestras porosas y/o sensibles a la presión, como pueden ser los minerales o las piezas electrónicas, sería buena idea ablandar la resina calentándola antes de aplicar presión a la pieza en cuestión. El precalentamiento también es útil cuando se aplican resinas termoplásticas.
El uso del Modo sensiblereduce el tiempo total de calentamiento a la mitad (precalentamiento y calentamiento) en aquellos casos en que se aplica la fuerza solo durante la fase de calentamiento y no durante la fase de precalentamiento.
Muestras sensibles a la temperatura
La temperatura durante el proceso de embutición puede reducirse a un mínimo de 150 ºC en todas las resinas. Esto es de gran utilidad cuando se trabaja con materiales sensibles a la temperatura. Si se reduce la temperatura, el tiempo de calentamiento recomendado debería aumentar proporcionalmente.
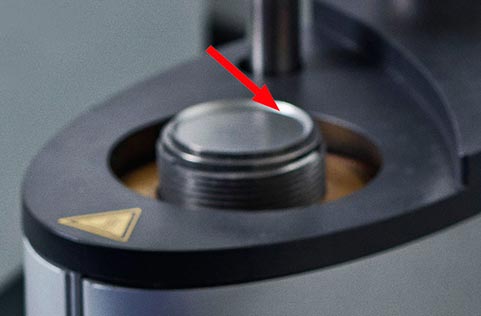
Ram biselado
Una muestra embutida puede presentar bordes afilados que podrían cortar las superficies de la preparación. Para evitarlo, deberá usarse un ram inferior con bordes biselados. El ram inferior biselado también elimina el riesgo de que las muestras duras puedan dañar el cilindro de la unidad de embutición.