Interprétation des microstructures des aciers à outils fortement alliés
En règle générale, les aciers fortement alliés comportent les mêmes phases structurelles que les alliages fer-carbone classiques : ferrite, perlite, martensite et austénite. Cependant, la solution solide peut absorber une certaine quantité d’éléments d’alliage.
Répartition du carbone Le carbone forme des carbures complexes avec certains éléments d’alliage tels que le chrome, le tungstène et le vanadium. Par ailleurs, la solubilité du carbone dans le fer change.
- L’ajout d’éléments d’alliage tels que le silicium, le chrome, le tungstène, le molybdène et le vanadium augmente la surface alpha du diagramme d’équilibre fer-carbone.
- L’ajout de nickel et de manganèse élargit la surface gamma.
Ces caractéristiques influencent la transformation temps-température, qui est particulièrement importante pour le traitement thermique des aciers à outils fortement alliés.
La répartition homogène des carbures des aciers à outils fortement alliés peut être améliorée par un procédé de métallurgie des poudres suivi d’une compression isostatique à chaud. Le résultat est un acier homogène, exempt de ségrégation, particulièrement adapté aux géométries d’outils non conventionnelles, dont la production mécanique serait coûteuse.
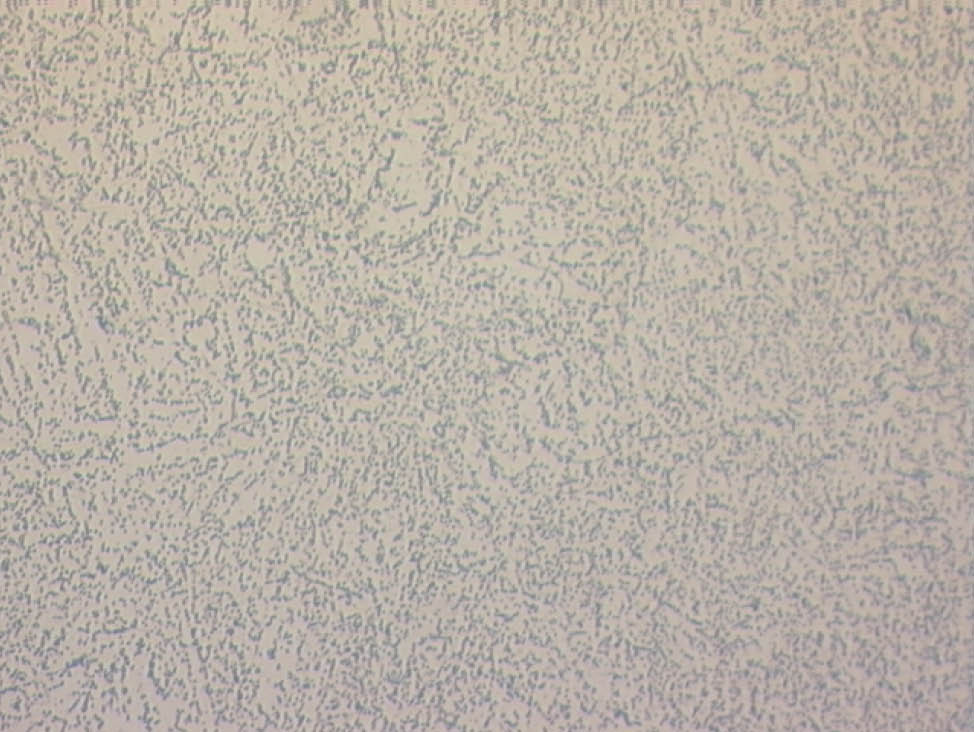
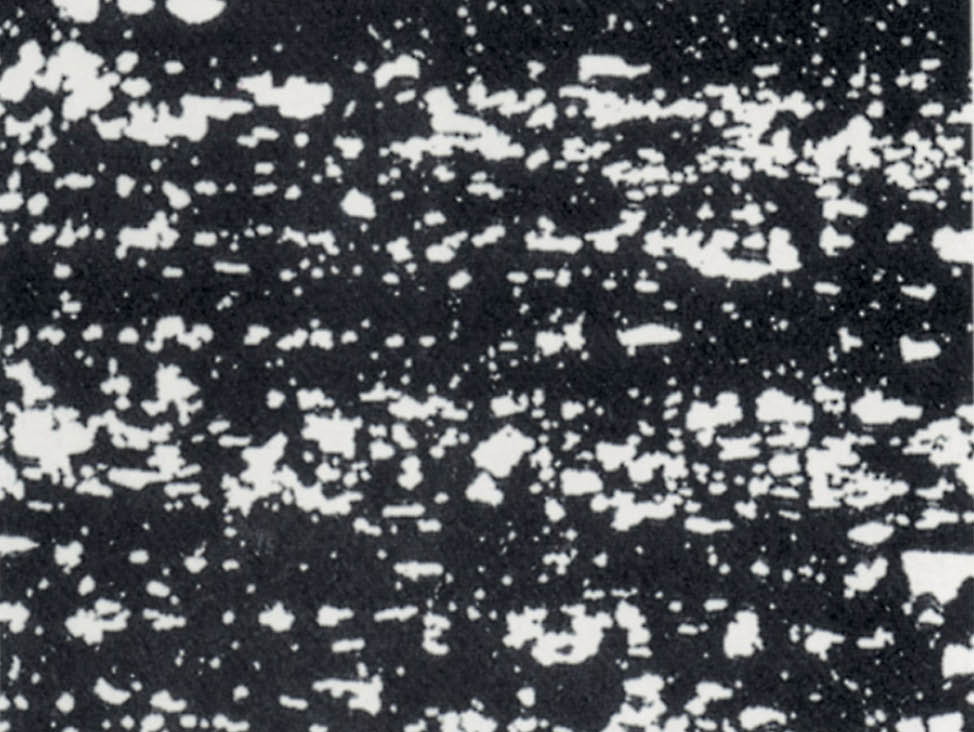 Fig. 7 : répartition des carbures dans un acier conventionnel
Fig. 7 : répartition des carbures dans un acier conventionnel 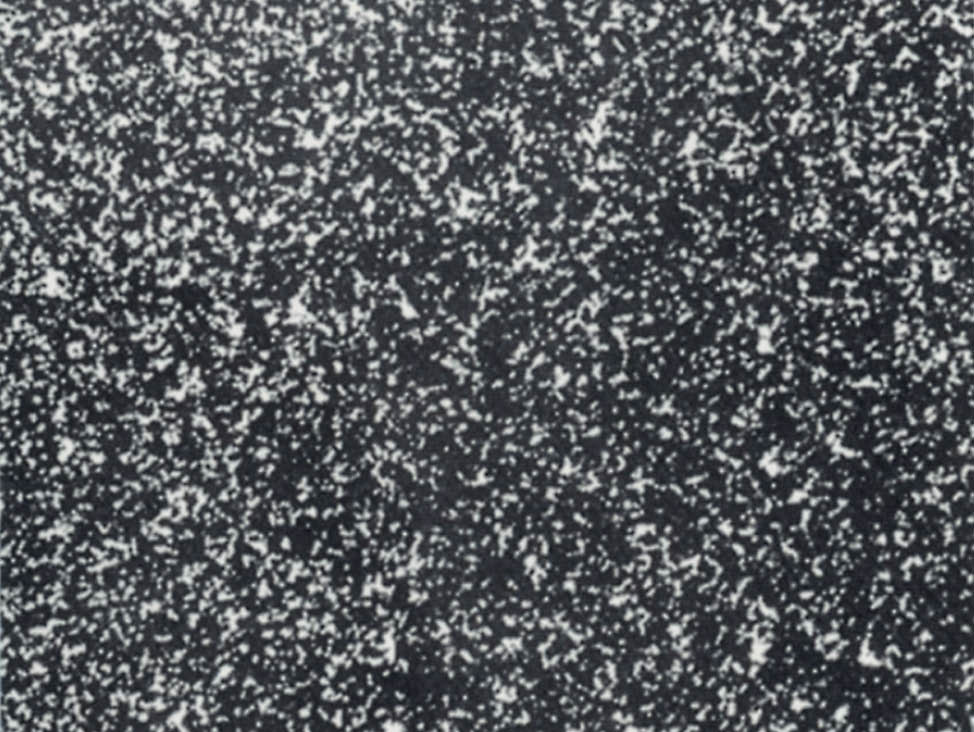 Fig. 8 : répartition des carbures dans un acier pulvérulent Aciers à outils fortement alliés travaillés à froid
Fig. 8 : répartition des carbures dans un acier pulvérulent Aciers à outils fortement alliés travaillés à froid La structure primaire des aciers à outils travaillés à froid est une lédéburite. La structure grossière est transformée, par laminage à chaud ou forgeage, en matrice ferritique-perlitique avec de grands carbures primaires. Un processus de recuit complet permet ensuite de façonner les carbures secondaires fins.
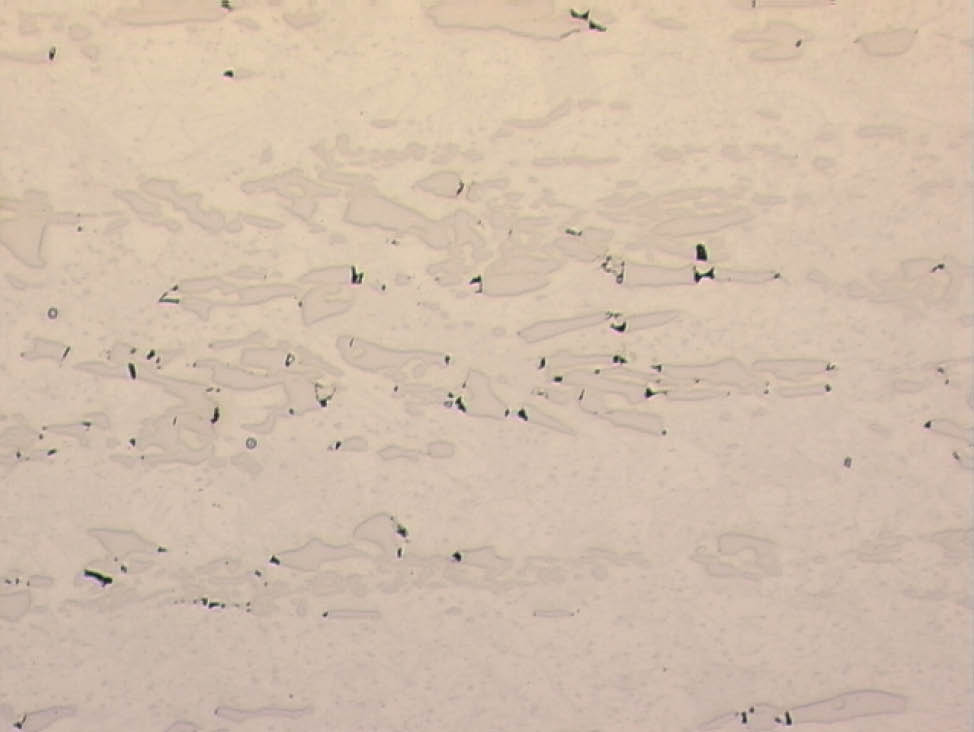
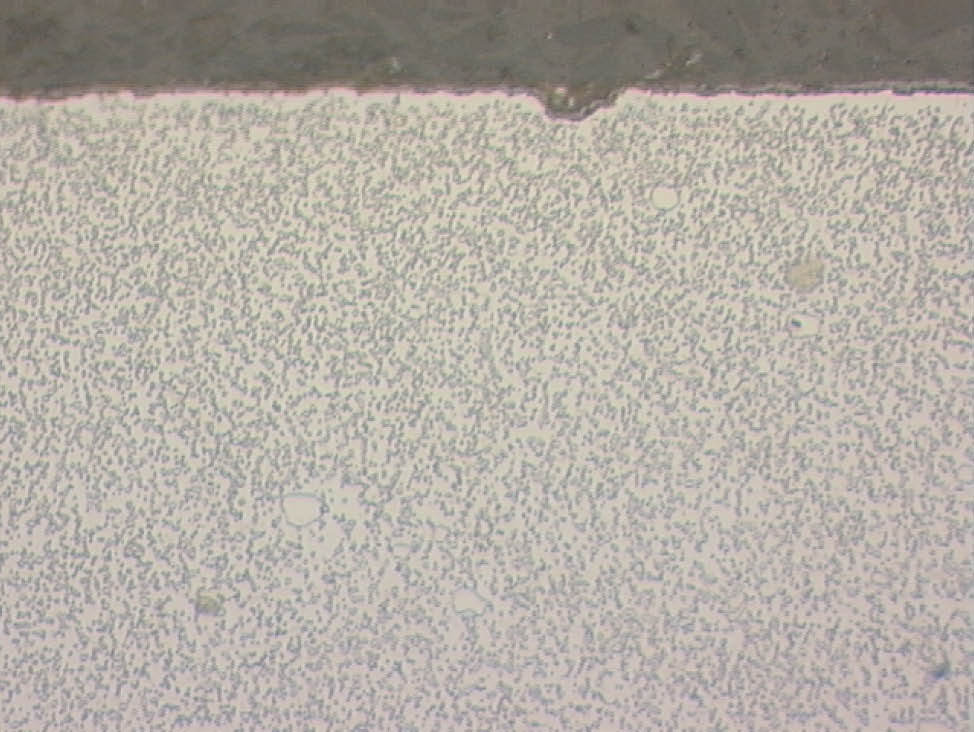 Fig. 9 : aciers à outils travaillés à froid après formage à chaud initial, légèrement contrastés par un bref polissage final aux oxydes, présentant des carbures primaires de grande taille dans une matrice ferritique-perlitique (grossissement : 200x)
Fig. 9 : aciers à outils travaillés à froid après formage à chaud initial, légèrement contrastés par un bref polissage final aux oxydes, présentant des carbures primaires de grande taille dans une matrice ferritique-perlitique (grossissement : 200x)  Fig. 10 : aciers à outils travaillés à froid avec traitement thermique complet, présentant des carbures secondaires très finement dispersés et des carbures primaires blancs de petite taille (grossissement : 200x) Aciers à outils fortement alliés travaillés à chaud
Fig. 10 : aciers à outils travaillés à froid avec traitement thermique complet, présentant des carbures secondaires très finement dispersés et des carbures primaires blancs de petite taille (grossissement : 200x) Aciers à outils fortement alliés travaillés à chaud Les aciers à outils travaillés à chaud avec un traitement thermique complet présentent idéalement une matrice martensitique trempée contenant une perlite globulaire très fine. Une composition chimique inégale peut entraîner des problèmes de corrosion. Il est donc important que les ségrégations de la structure primaire soient homogénéisées autant que possible par un traitement thermique.
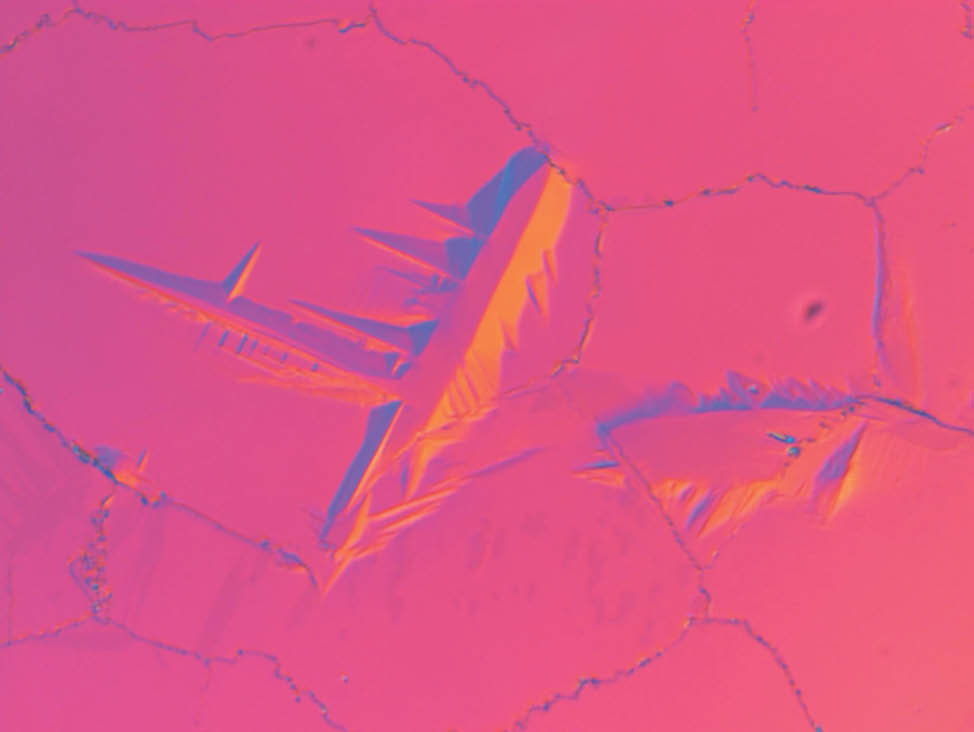
 Fig. 11 : aciers à outils travaillés à chaud présentant des ségrégations (grossissement : 100x) Acier pour moule d’injection plastique
Fig. 11 : aciers à outils travaillés à chaud présentant des ségrégations (grossissement : 100x) Acier pour moule d’injection plastique L’acier pour moule d’injection plastique est un acier à outils résistant à la corrosion, qui présente une martensite « amorphe » avec des veines de carbures avant le traitement thermique. Après recuit, il présente des carbures finement dispersés.
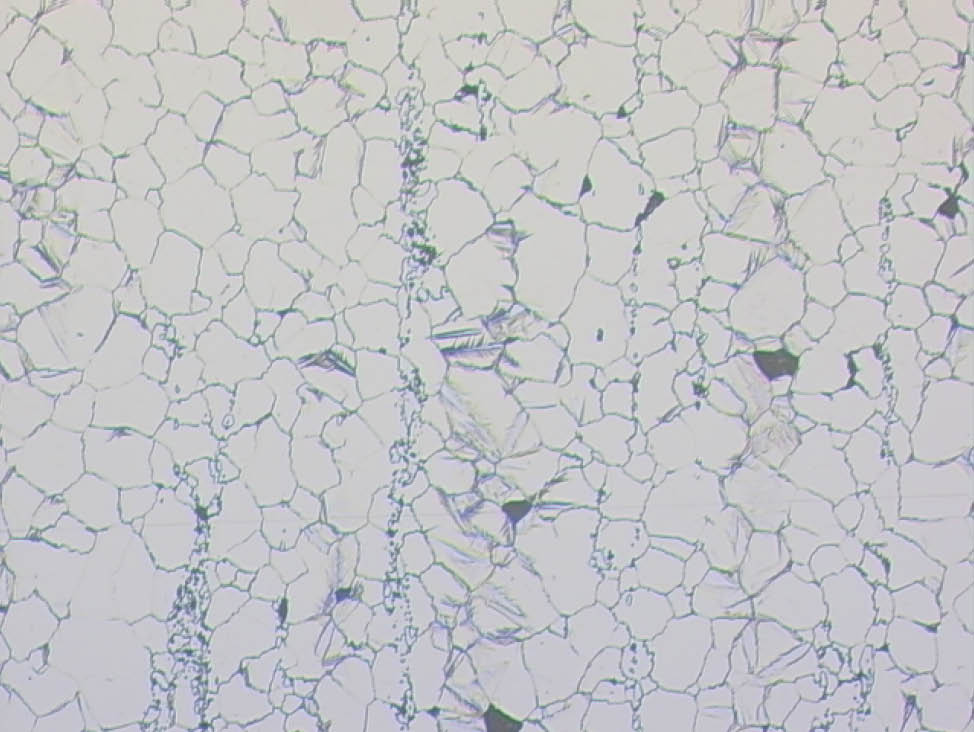 Fig. 12 : acier pour moule d’injection plastique, attaque avec du Picral 5 %, martensite amorphe avec veines de carbures primaires (grossissement : 100x)
Fig. 12 : acier pour moule d’injection plastique, attaque avec du Picral 5 %, martensite amorphe avec veines de carbures primaires (grossissement : 100x) 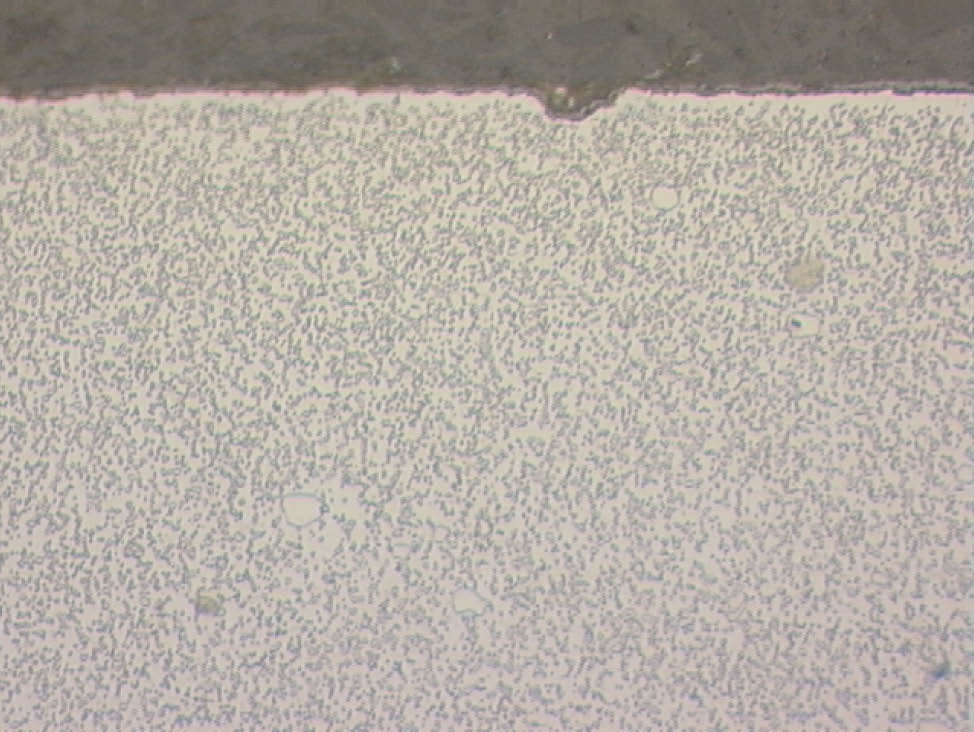 Fig. 13 : l’acier pour moule d’injection plastique après recuit présente des carbures très fins (grossissement : 500x)
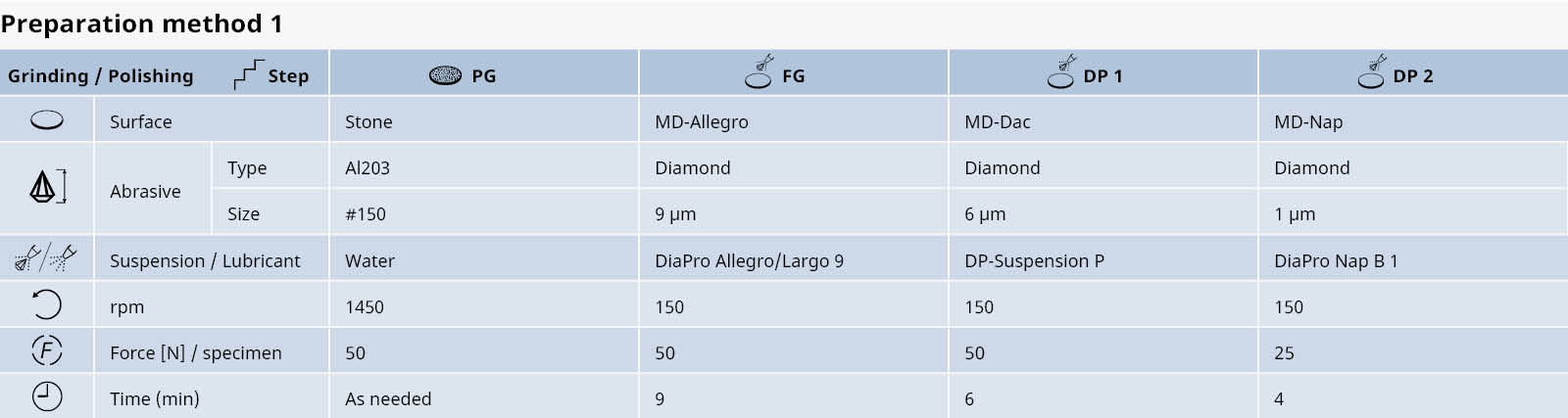
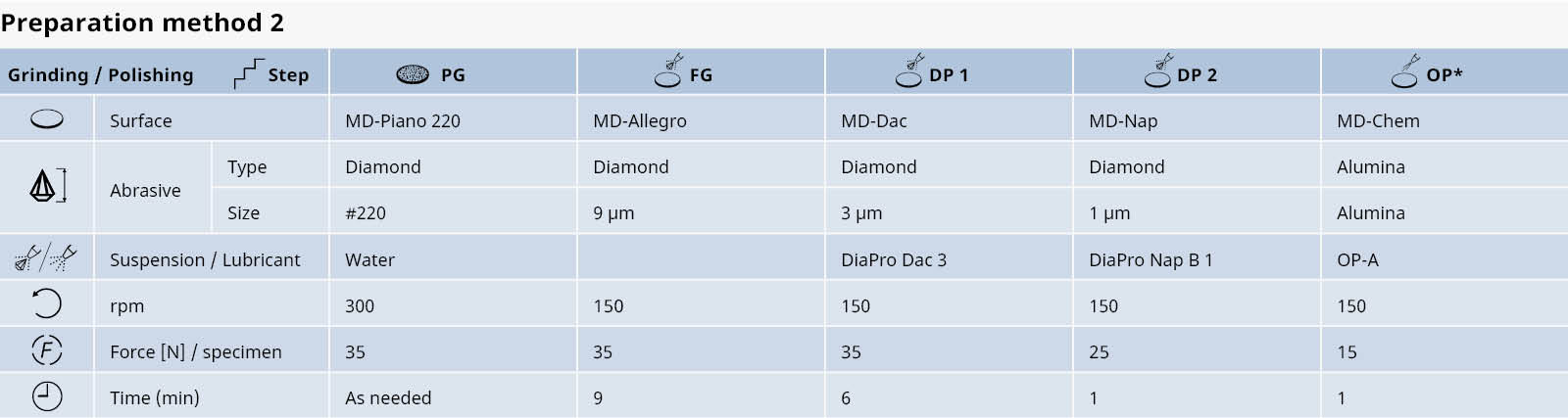
TÉLÉCHARGEZ LA NOTE D’APPLICATION INCLUANT LES MÉTHODES DE PRÉPARATION
Fig. 13 : l’acier pour moule d’injection plastique après recuit présente des carbures très fins (grossissement : 500x)
TÉLÉCHARGEZ LA NOTE D’APPLICATION INCLUANT LES MÉTHODES DE PRÉPARATION