Metallographic preparation of high alloy tool steel

An ever-larger number of high alloy tool steels are being made to fit customer-specific applications. As a result, quality control teams need to perform metallographic preparation and analysis of high alloy tool steel in increasingly high volumes. What are the key considerations in the metallographic preparation and analysis of high alloy tool steel?
The main characteristics of high alloy tool steel
Steels can broadly be classified into three categories based on chemical composition:
- Carbon steels
- Low alloy steels with small amounts of alloying elements
- High alloy steels with >6% alloying elements
Tool steel is a high alloy steel made with large amounts of alloying elements, such as chromium, nickel, vanadium, tungsten or molybdenum. These alloying elements are used to increase the wear resistance, toughness, strength or hardness of the steel – or to give it specific properties, such as corrosion and heat resistance, retention of hardness at high temperatures, retention of strength at low temperatures, etc.
Metallographic analysis in high alloy tool steel production
In high alloy tool steel production, metallographic analysis is essential to ensure a high-quality product. Metallographic analysis of high alloy tool steel is mainly used to:
- Determine the distribution and size of carbides with the tool steel
- Detect decarburization of hardened and then tempered steels
- Detect micro-segregations and inclusion ratings
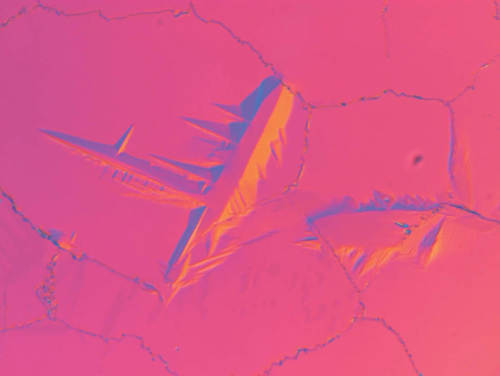
Fig. 1: Plastic mold steel etched with 5% picral, revealing some singular needles and plates at high magnification in an otherwise amorphous martensite (Mag: 1000x, DIC)
Overcoming difficulties in the metallographic preparation of high alloy tool steels
Avoiding thermal damage
As heat treatability of high alloy tool steels is a quality criterion, thermal influence during cutting has to be avoided in order to ensure a true representation of the actual microstructure. When cutting larger sections, this preparation step has to be carried out with great care.
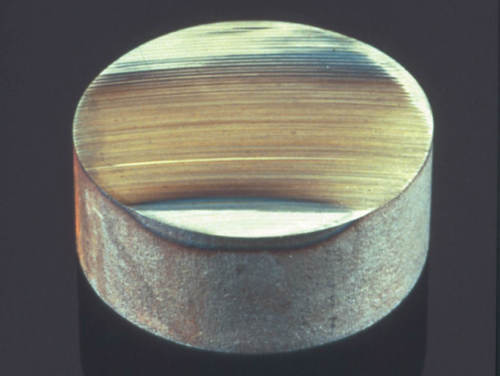
Fig. 2: Thermal damage due to faulty cutting conditions
Preserving carbides and inclusions
The main difficulty during grinding and polishing of high alloy tool steels is ensuring that carbides and non-metallic inclusions are retained. In cold working tool steels, the primary carbides are very large and fracture easily during grinding. In fully annealed conditions, secondary carbides are very fine and can easily be pulled out from the softer matrix.
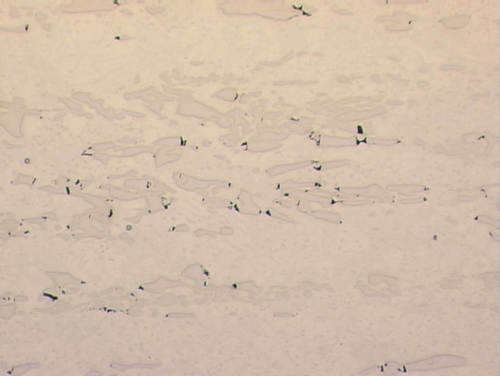
Fig. 3: Fractured primary carbides (Mag: 200x)
Large volume processing of high alloy tool steels
For quality control teams working within high alloy tool steel production, processing large sample volumes requires a very efficient organization of the workflow, automatic equipment and standard procedures.
Recommendations for the cutting and mounting of high alloy tool steel
Cutting
The majority of high alloy tool steel samples are sectioned by rough mechanical means from slabs and blooming mill material into standard sizes. Critical cuts for heat treatment samples or failure analysis are always carried out with a metallographic cut-off machine.
High alloy tool steels are extremely sensitive to thermal damage:
- Special care must be taken to select the appropriate cut-off wheel.
- Cooling must be sufficient to combat thermal damage.
- Soft aluminum oxide or resin bonded cubic boron nitride cut-off wheels are recommended.
Mounting
High alloy tool steel specimens may be unmounted or hot or cold mounted.
- Surface-treated samples that need good edge retention should be hot compression mounted using fiber-reinforced resins (DuroFast).
- Samples that do not require edge retention can be left unmounted if their dimensions are suitable for sample holders.
- Standardizing sample sizes can be an advantage when handling large volumes. In this case, rectangular silicon mounting cups (FlexiForm) are recommended. It is also important to use a cold mounting resin with limited shrinkage in order to avoid contamination.
Find out more
- Get more knowledge, expertise and insight in our cutting and mounting sections.
- See our range of cutting and mounting equipment.
- Get cutting consumables and accessories and mounting consumables and accessories.
Recommendations for the grinding and polishing of high alloy tool steel
When preparing high alloy tool steels for metallographic analysis, the form, size and amount of carbides must be accurately represented. In addition, non-metallic inclusions must be retained in an undeformed matrix.
- Large volumes are best processed on fully automatic grinding and polishing machines, which guarantee a fast and efficient workflow and reproducible results.
- Tool steels are hard. Therefore, fine grinding with diamond is more efficient and economical than grinding with silicon carbide foil.
- Sometimes a final oxide polish can be useful for contrasting and identifying carbides.

Table 1: Preparation method for high alloy tool steel on large automatic equipment.
DiaPro diamond suspensions can be substituted with DP-Diamond suspension P as follows: For FG with 9 μm, DP 2 with 1 μm used with DP-Blue/Green lubricant.

Table 2: Preparation method for high alloy tool steel on table-top semi-automatic equipment.
DiaPro diamond suspensions can be substituted with DP-Diamond suspension P as follows: For FG with 9 μm, DP 1 with 3 μm, DP 2 with 1 μm used with DP-Blue/Green lubricant.
Find out more
- Get more knowledge, expertise and insight in our grinding and polishing section.
- See our range of grinding and polishing machines and equipment.
- Get consumables and accessories for metallographic grinding and polishing.
Recommendations for the etching of high alloy tool steel
High alloy tool steel samples are usually initially examined unetched to identify inclusions and carbide size and formation. To reveal the microstructure, various concentrations of nital or picral are used.
For example, to show the carbide distribution in cold work steel, a 10% nital ensures the matrix is dark and the white primary carbides stand out. For fine globular pearlite, a brief submersion into picric acid followed by 2% nital gives a good contrast and avoids staining.
Nital etching solution:
100 ml ethanol
2-10 ml nitric acid (Caution: Do not exceed 10% of the solution as it becomes explosive!)
Picral etching solution:
100 ml ethanol
1-5 ml hydrochloric acid
1-4 g picric acid
Fig 5: Cold work tool steel etched with 10% nital, primary carbides stand out white

Fig. 6: Hot work tool steel etched with picral and nital, globular pearlite (Mag: 500x)
Interpreting microstructures of high alloy tool steel
Generally, high alloy steels have the same structural phases as regular iron-carbon alloys: ferrite, pearlite, martensite and austenite. However, the solid solution can absorb a certain amount of alloying elements.
Carbon distribution
Carbon forms complex carbides with some alloying elements such as chromium, tungsten and vanadium. In addition, the solubility of carbon in iron changes.
- Adding alloying elements such as silicon, chromium, tungsten, molybdenum and vanadium increases the alpha area of the iron-carbon equilibrium diagram.
- Adding nickel and manganese will enlarge the gamma area.
These characteristics influence the time-temperature transformation, which is especially important for the heat treatment of high alloy tool steels.
The even distribution of carbides in high alloy tool steel can be improved through a powder metallurgical process and subsequent hot isostatic pressing. This results in a homogenous, segregation-free steel, which is especially suitable for unconventional tool geometries that would be expensive to make mechanically.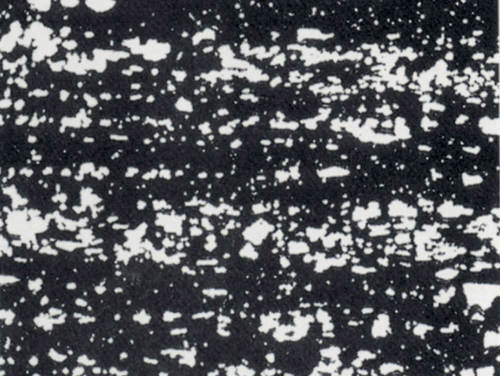
Fig. 7: Carbide distribution in conventionally produced steel 
Fig. 8: Carbide distribution in powder metallurgically produced steel
Cold work high alloy tool steel
The primary structure of cold work tool steel is a ledeburite. Its coarse structure is transformed through hot rolling or forging into a ferritic-pearlitic matrix with large primary carbides. A subsequent full annealing process helps to shape the secondary fine carbides.
Fig. 9: Cold work tool steel after initial hot forming, slightly contrasted by a short final oxide polish, showing large primary carbides in a ferritic-pearlitic matrix (Mag: 200x)
Fig. 10: Fully heat-treated cold work tool steel, showing very finely dispersed secondary carbides and small white primary carbides (Mag: 200x)
Hot work high alloy tool steel
Hot work tool steels in the fully heat-treated condition ideally show a tempered martensitic matrix containing very fine globular pearlite. Uneven chemical composition can lead to corrosion problems. Therefore, it is important that segregations from the primary structure are evened out as much as possible through heat treatment.
Fig. 11: Hot work tool steel showing segregations (Mag: 100x)
Plastic mold steel
Plastic mold steel is a corrosion resistant tool steel that shows an ‘amorphous’ martensite with strings of carbides before heat treatment. After annealing, it shows finely dispersed carbides.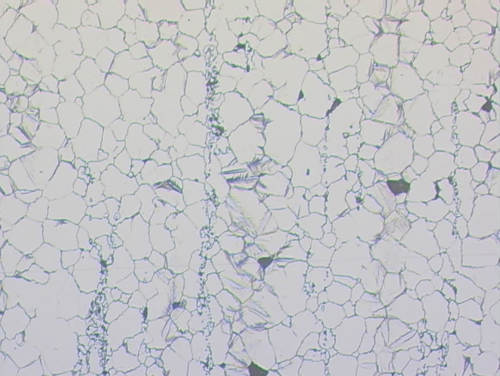
Fig. 12: Plastic mold steel, etched in 5% picral, amorphous martensite with strings of primary carbides (Mag: 100x)
Fig. 13: Plastic mold steel after annealing shows very fine carbides (Mag: 500x)
Download the application note including preparation methods
Summary
Metallographic inspection – from the initial casting to the final heat-treated product – is an essential tool for controlling the manufacturing and heat treatment processes of high alloy tool steels.
The main challenges regarding metallographic preparation are managing the large sample volume and producing consistently excellent surface finishes. As size, form and distribution of carbides and inclusions are the main quality indicators in high alloy tool steel, it is essential that they are retained during preparation.
- Automatic grinding and polishing, using diamond for fine grinding and polishing, gives good and reproducible results.
- Using one preparation method applicable for all the various types of tools steels makes the handling easier and more efficient.
Get insight into other materials
If you would like to learn more about the materialography of other metals and materials, check out our materials page.
Get the full application note
Want to read the full application note on the metallographic preparation of high alloy tool steel? Download it here.

All images by Kelsey Torboli, Applications Engineer, USA
For specific information about the metallographic preparation of tool steel, contact our application specialists.